昨今、お問い合わせが増えてきている難削材加工に対応するため、日々試作加工を行っております。
目的
近年、半導体や各種情報機器などの微細化に伴い、様々な材料の高精密極薄のニーズが増加しています。
その中でも特に難削材のニーズが急増しているため、自社内の研削加工技術の向上および各種材質の諸特性を把握し、皆様のニーズにお応えすることを目的としています。
実施内容
- 市販の材料(難削材)を調達(80~300mm×80~300mm×0.2~3.0mm)
- 試験機(加工機の名称・メーカー名):精密平面研削盤(岡本機械製作所社製)
- 研削方法:一般的な研削方法により研削した試験片を評価
- 評価内容:平行度、平面度、表面粗さ、表面状態等
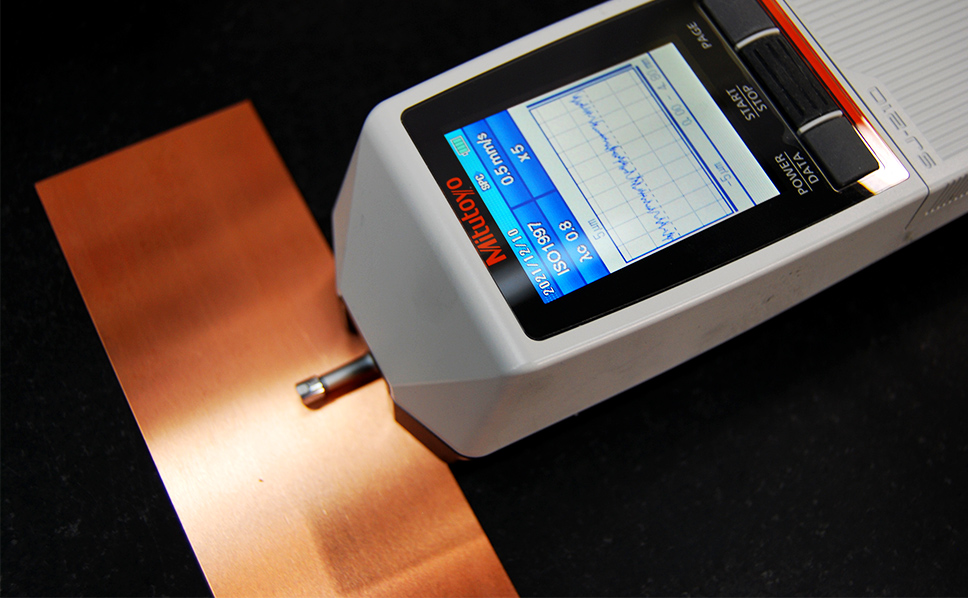
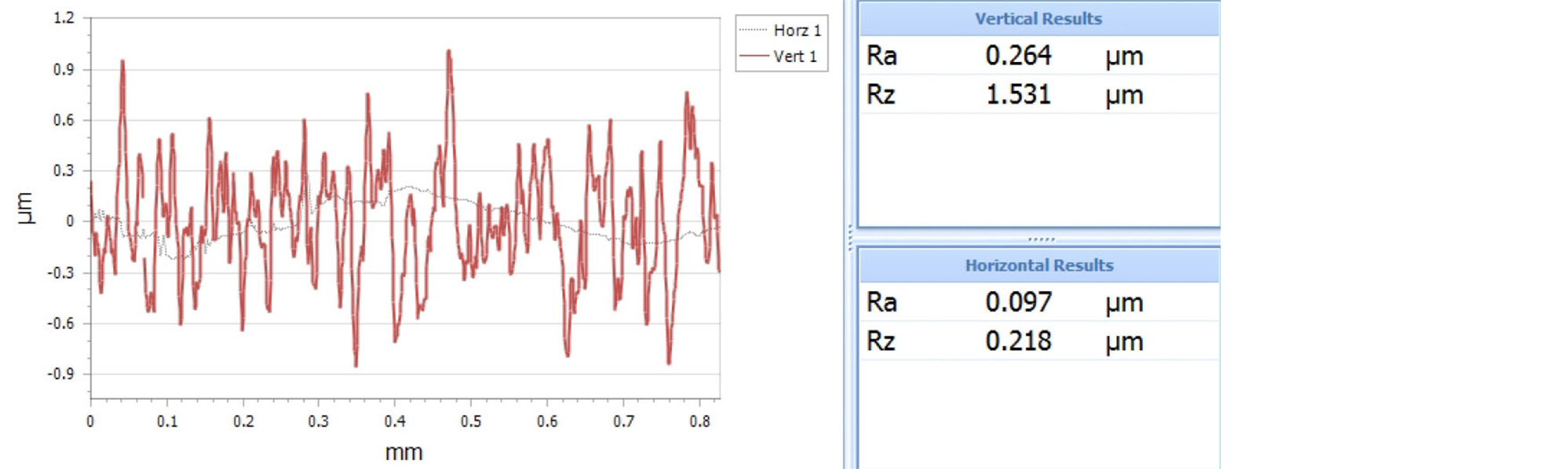
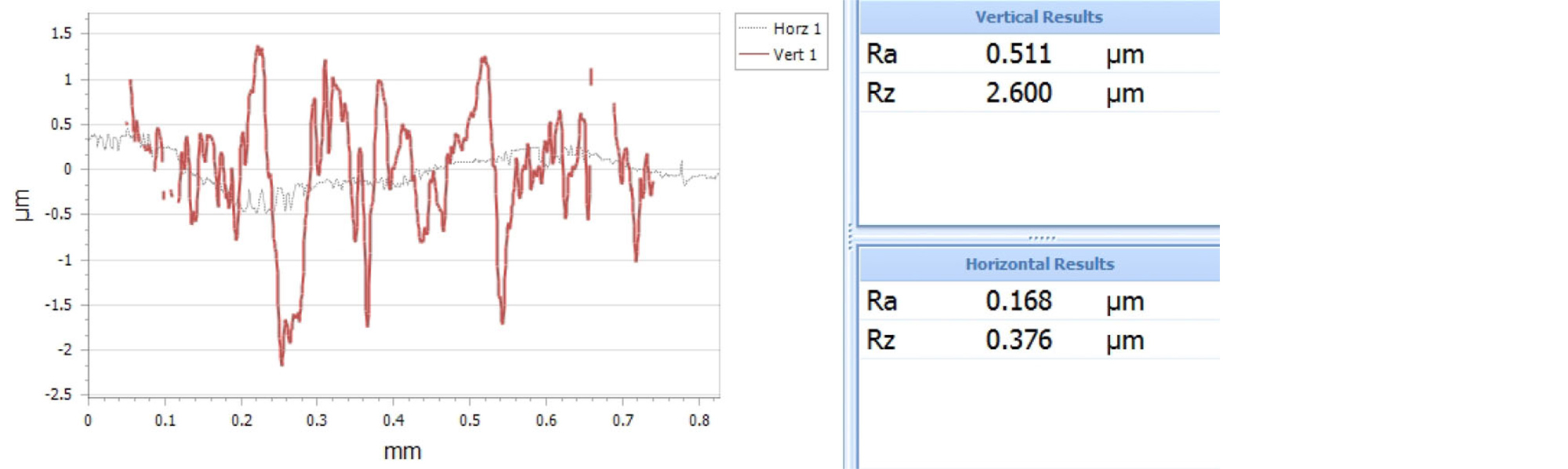
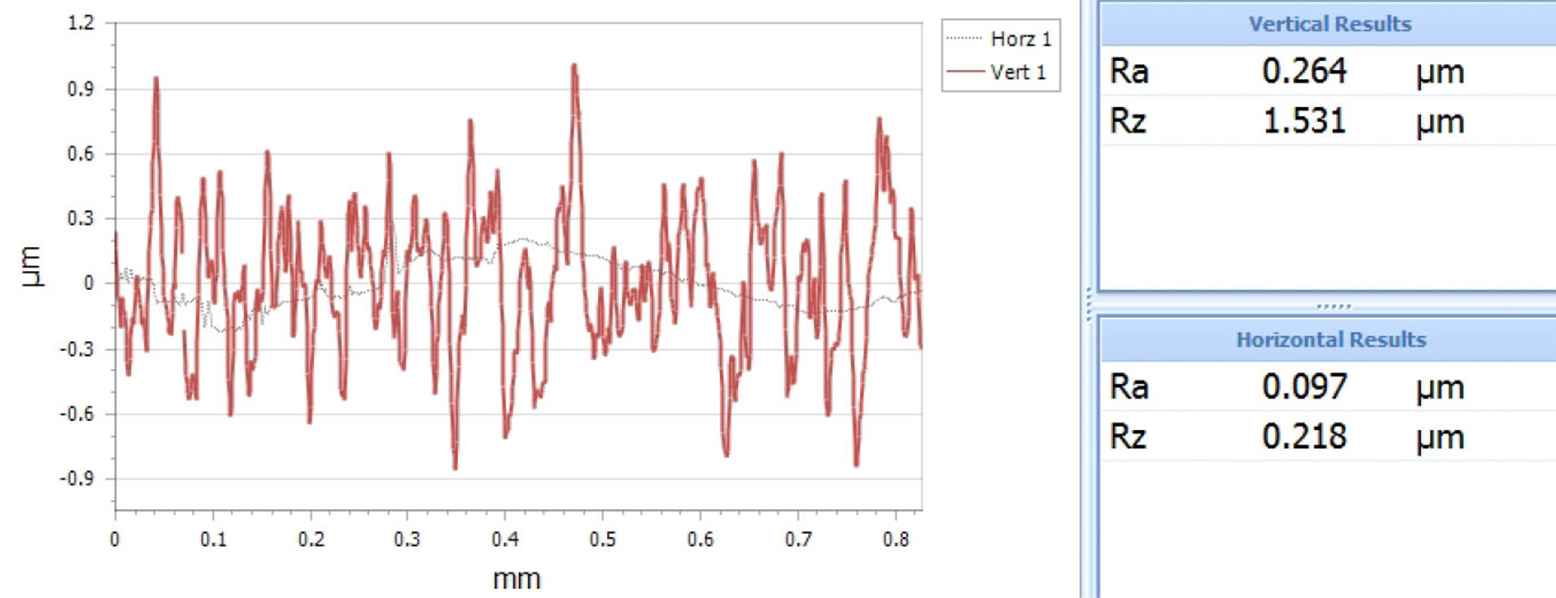
面粗度の測定(表面粗さ簡易測定機【ミツトヨSURFTEST SJ-210】を使用)
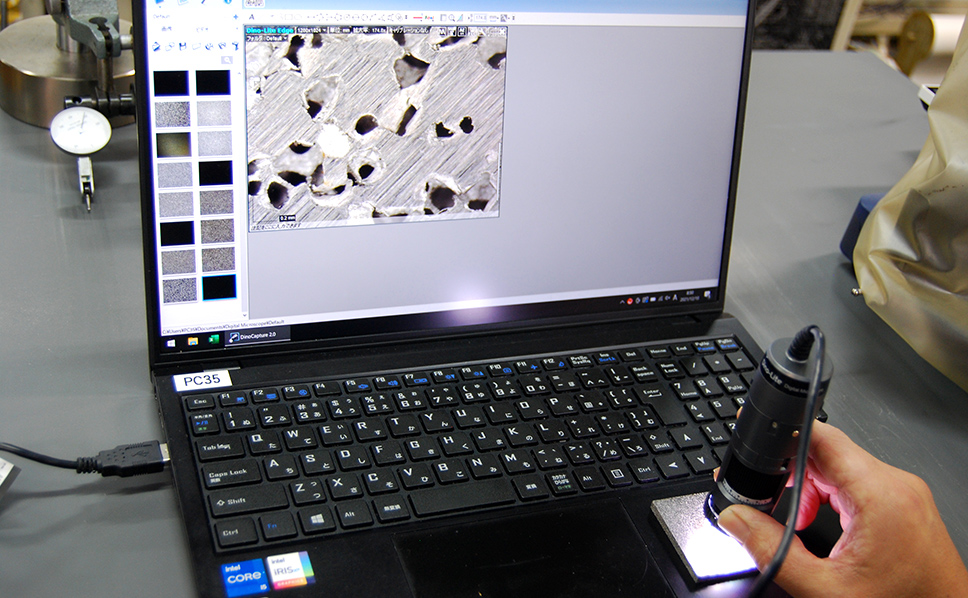
ワークの拡大観察(マイクロスコープを使用。倍率177倍)

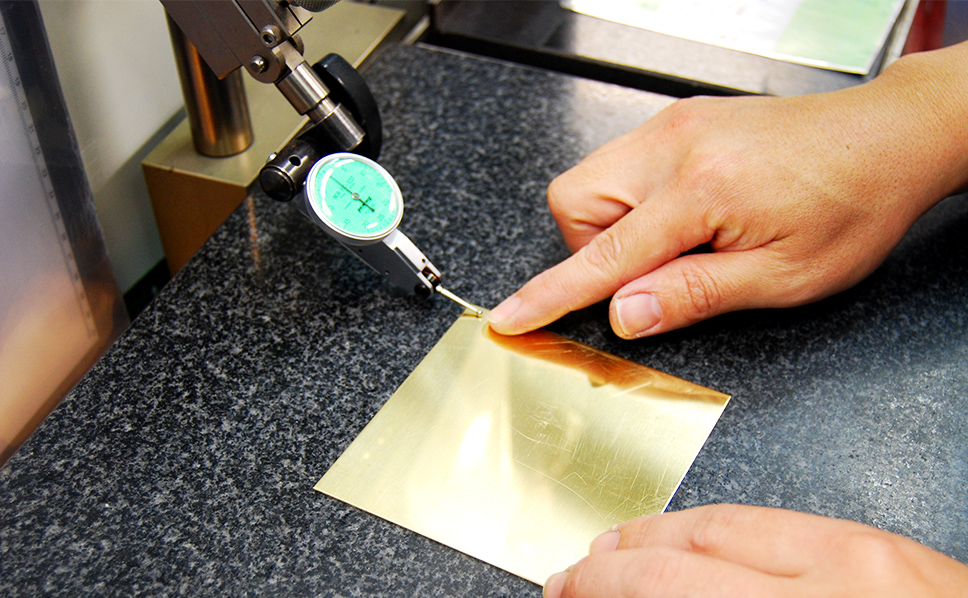
ワークの反り計測(ワークが薄いため低反発タイプてこ式ダイヤルゲージを使用)
弊社では、「JISに基づく平行度・平面度の測定方法」にて測定を行なっております。

まとめ
弊社ではそれぞれの砥石、ワーク、研削加工の方向性、材料の諸特性等、これまでに蓄積したノウハウを考慮しながら微調整をしています。難削材や極薄板の反りの大部分を直すことが可能と考えています。(一部対応できない可能性もありますので、都度、弊社までご相談頂ければ幸いです)
詳細データで、研削加工中に平面度の数値が一時的に増える場合がありますが、上記のような微調整をすることで反りを低減しています。
- 本資料に掲載された技術情報は、当社の極薄難削材研削加工の一般的な諸特性を説明するためのものであり、何ら保証するものではありません。
加工材料一覧
| No | 材質 | 品名 | サイズ例(mm) | 加工例(参考値) |
|---|---|---|---|---|
| 001 | 合金工具鋼 | SKD11焼入れ | 0.5×300×300 | 平行度0.002、平面度0.05 |
| 002 | 非磁性超硬 | N20 | 0.4×80×80 | 平行度0.001、平面度0.05 |
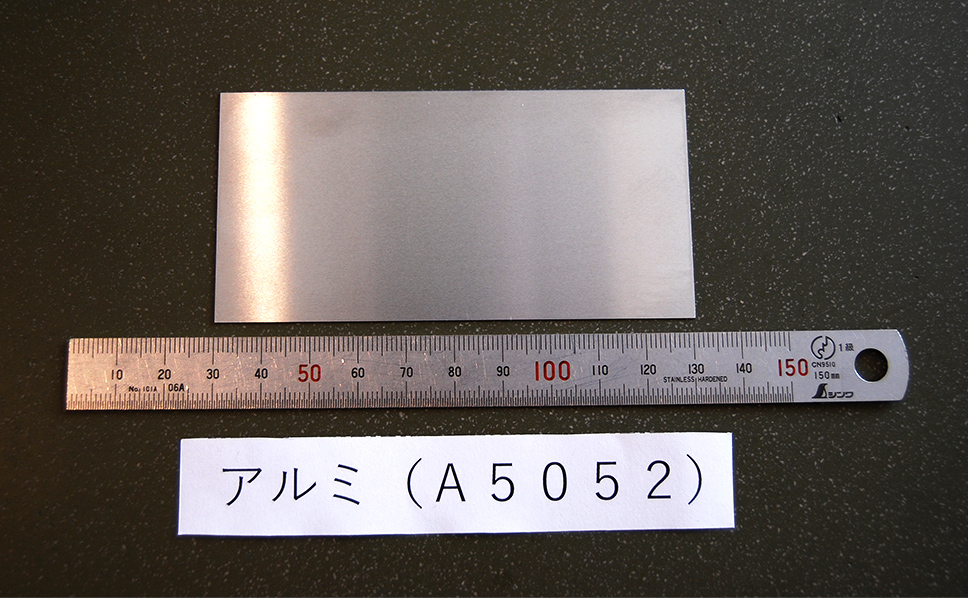
| 003 | アルミ | A5052 | 0.3×100×50 | 平行度0.002、平面度0.03 詳細は、データ参照ください |
| 004 | 高温・高強度 | インコネル600 | 0.38×100×30 | 平行度0.05、平面度0.03 詳細は、データ参照ください |
| 005 | 銅 | タフピッチ銅 | 0.697×150×50 | 平行度0.002、平面度0.02 詳細は、データ参照ください |
| 006 | 純チタン | TP-340 | 2.0×70×70 | 平行度0.002、平面度0.05 詳細は、データ参照ください |
| 007 | 64チタン | AMS4911 | 1.0×70×30 | 平行度0.002、平面度0.03 詳細は、データ参照ください |
| 008 | 真鍮 | (C3602) | 0.27×100×100 | 平行度0.002、平面度0.03 詳細は、データ参照ください |
| 009 | 低透過ポーラスカーボン | 90M4015 | 0.798×100×100 | 平行度0.001、平面度0.01 詳細は、データ参照ください |
| 010 | ステンレス | SUS304(2B) | 0.4×215×10 | 平行度0.002、平面度0.03 詳細は、データ参照ください |
| 011 | 低膨張材 | スーパーインバー | 0.187×100×100 | 平行度0.002、平面度0.03 詳細は、データ参照ください |
| 012 | 低膨張硬質材 | コバール | 0.2×100×50 | 平面度0.1以内、加工制御が難 |
| 013 | 多孔質材 | SUS316 多孔質 | 0.8×100×100 | 仕上面で気泡維持が難 |
| 014 | 高強度、高耐食 | ハステロイC276 | 0.43×100×100 | 平行度0.005、平面度0.13 詳細は、データ参照ください |
| 015 | セラミックス | ジルコニア | 0.1×100×30 | 平行度0.001、平面度0.05 |
研削加工データ
003:A5052
| 板厚(mm) | 1.47 | 1.45 | 1.43 | 1.18 | 0.93 | 0.71 | 0.48 | 0.35 | 0.31 | 0.30 |
|---|---|---|---|---|---|---|---|---|---|---|
| 反り(mm) | 0.15 | 0.02 | 0.02 | 0.13 | 0.01 | 0.27 | 0.25 | 0.50 | 0.10 | 0.03 |
| 平行度 | – | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 |
| Ra | – | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 |
- 素材サイズ:
- 1.5mm×100mm×50mm
- 研削前:
- 平行度0.004、平面度0.155
- 仕上がり⼨法:
- 0.300mm、反り0.03
- 仕上り表面粗さ(簡易測定):
- Ra:0.3
- 磁性:
- なし
所感
反りは比較的直しやすい。板厚0.3㎜は±0.002を想定し反りを抑えることが出来ている。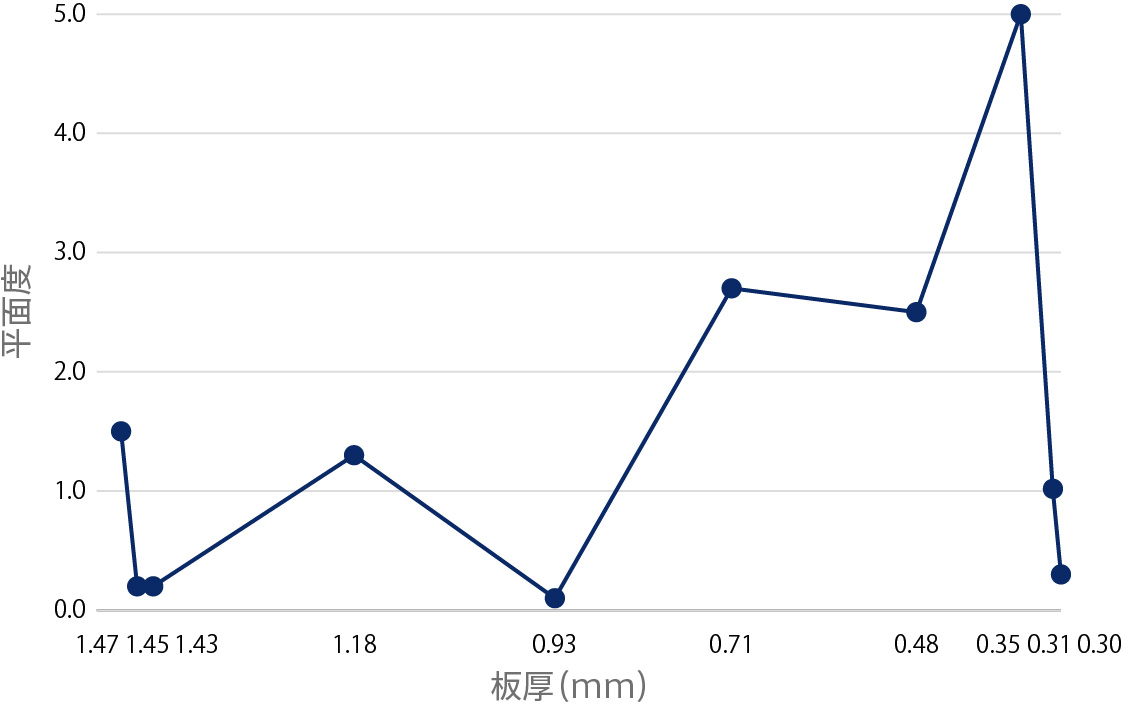

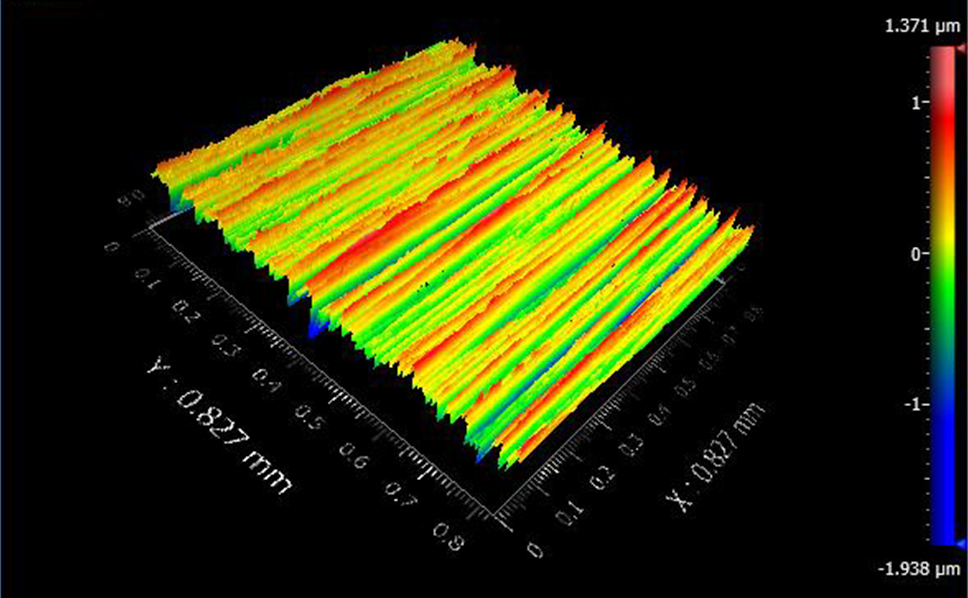
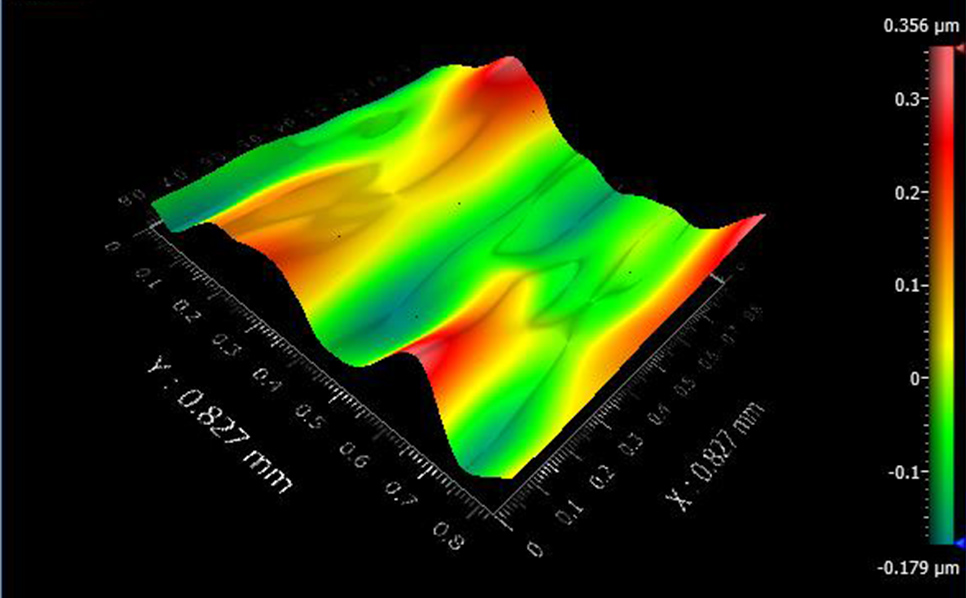
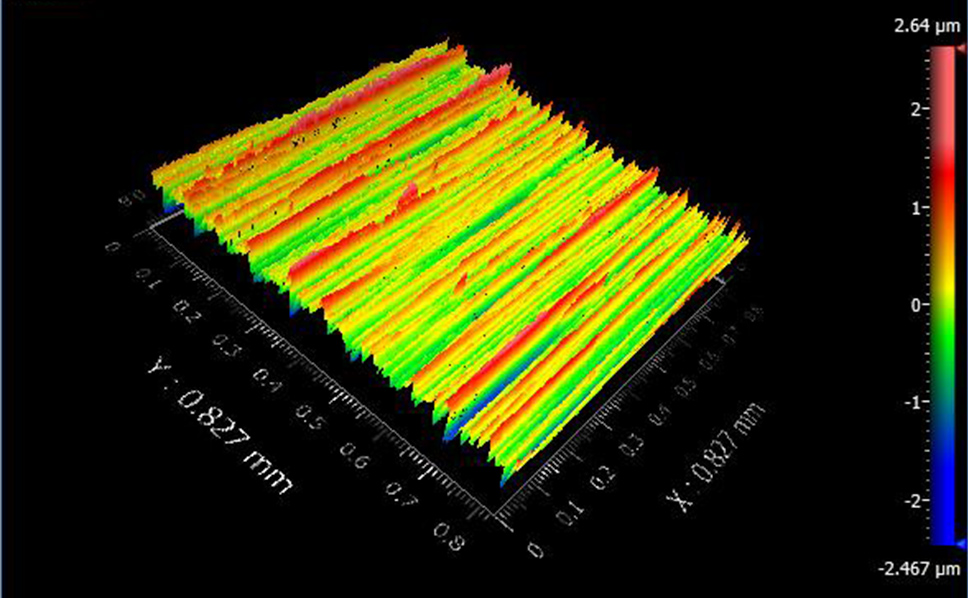
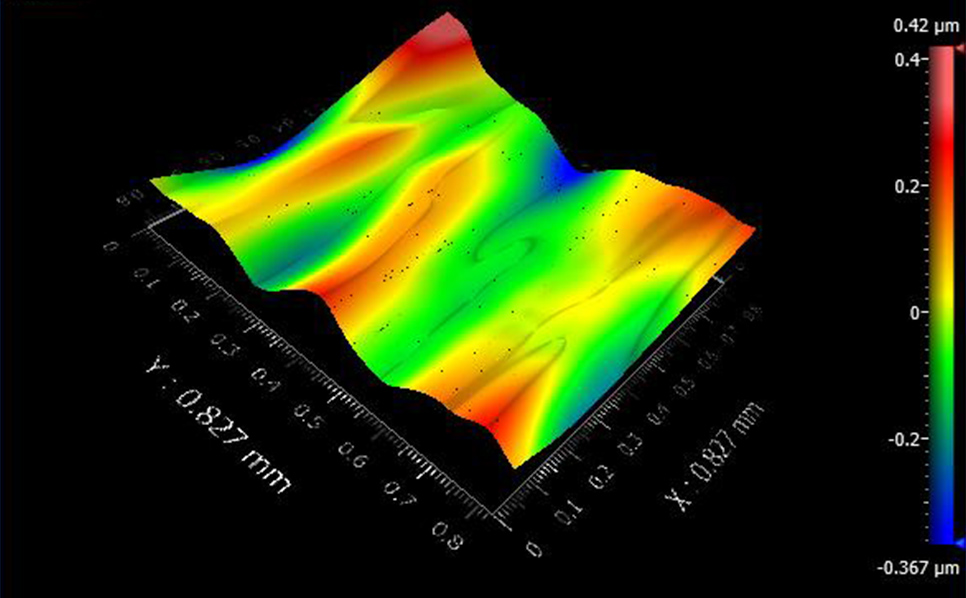
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
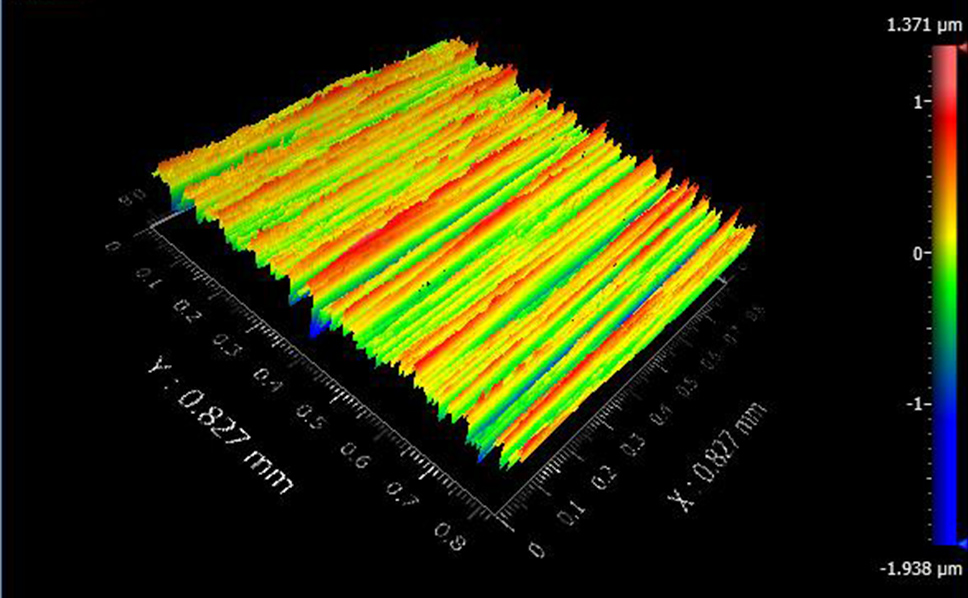
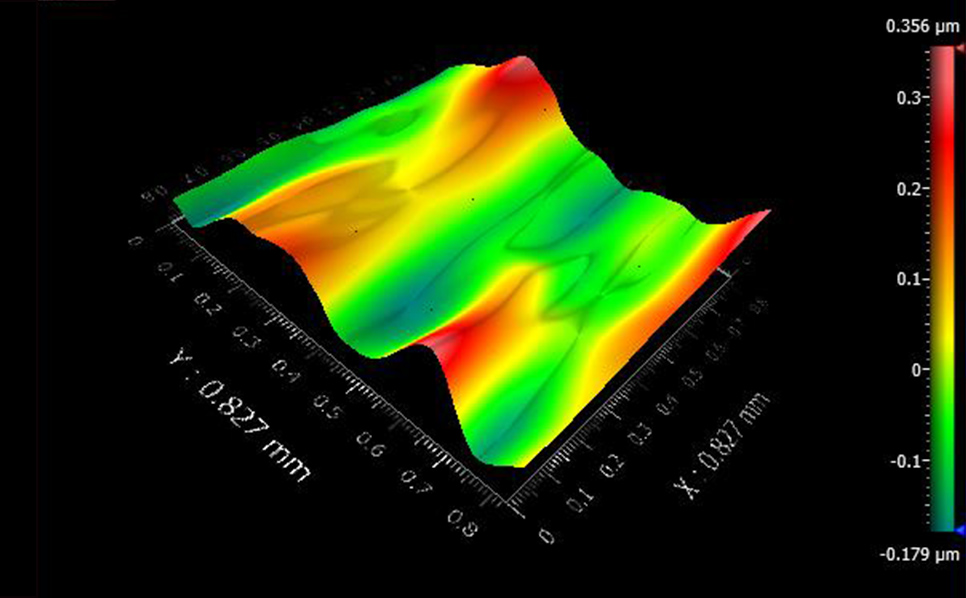
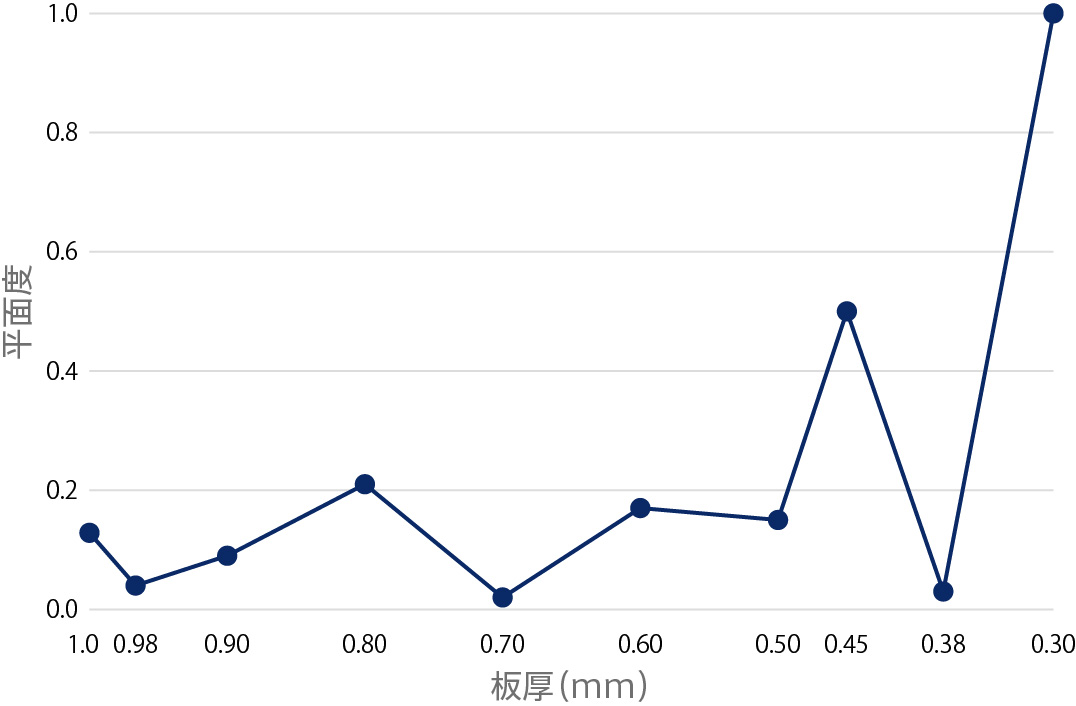
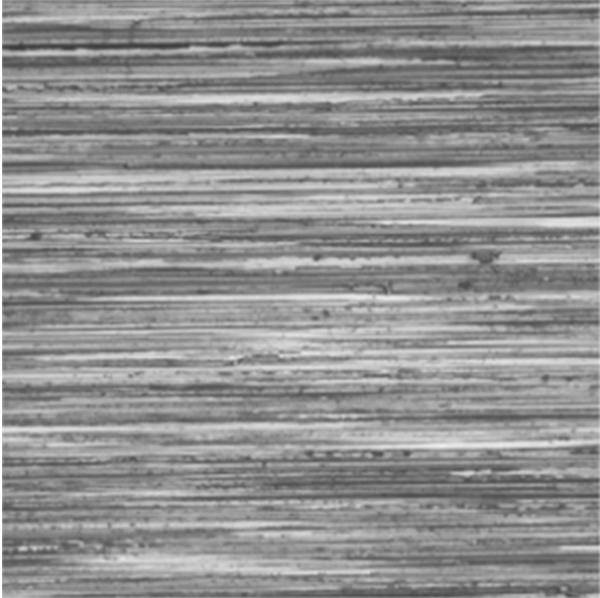
004:インコネル600
| 板厚(mm) | 1.00 | 0.98 | 0.90 | 0.80 | 0.70 | 0.60 | 0.50 | 0.45 | 0.38 | 0.30 |
|---|---|---|---|---|---|---|---|---|---|---|
| 反り(mm) | 0.12 | 0.04 | 0.09 | 0.21 | 0.02 | 0.17 | 0.15 | 0.50 | 0.03 | 1.00 |
| 平行度 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.005 | 0.005 |
| Ra | – | 0.4 | 0.4 | 0.4 | 0.5 | 0.4 | 0.4 | 0.4 | 0.4 | 0.5 |
- 素材サイズ:
- 1.0mm×100mm×30mm
- 研削前:
- 平行度0.01、平面度0.12
- 仕上がり⼨法:
- 平面度許容範囲で最薄寸法 0.388mm 反り0.05
- 仕上り表⾯粗さ(簡易測定):
- Ra:0.9
- 磁性:
- なし
所感
インコネルは0.5mm~0.6mmを境に反りが発生する。特に0.5mm以下になると平面度で0.5mmを超えるような大きな反りが発生するケースが多い。数μの研削量で反りが変化するため反りとの戦い。ワークが100mm角と大きくなると反りが出るタイミングが早くなる。

[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
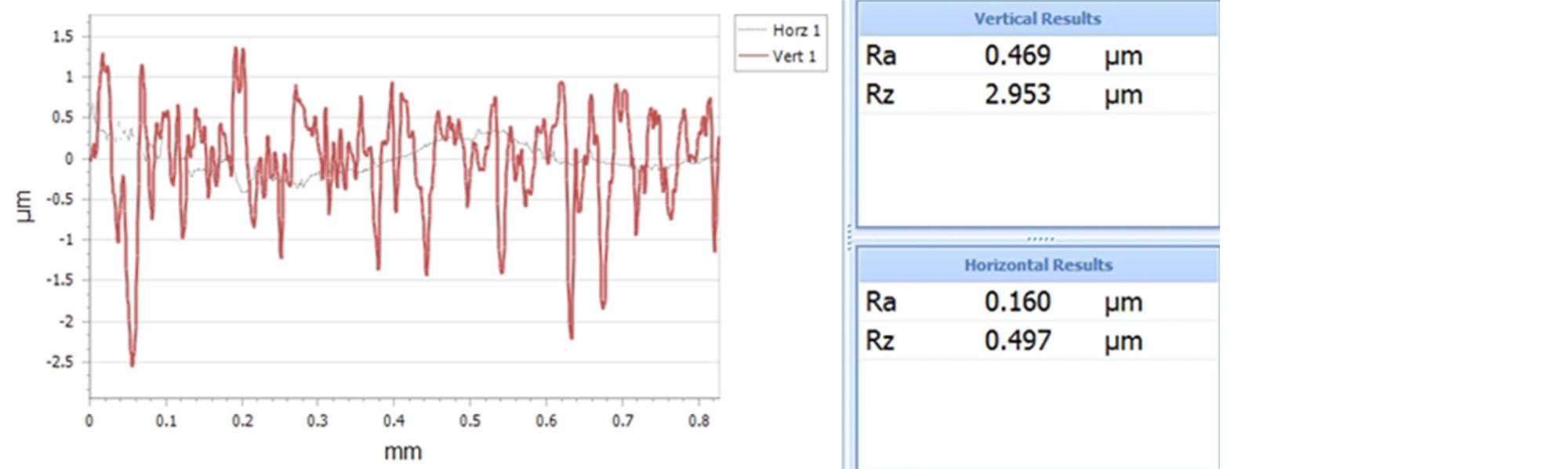
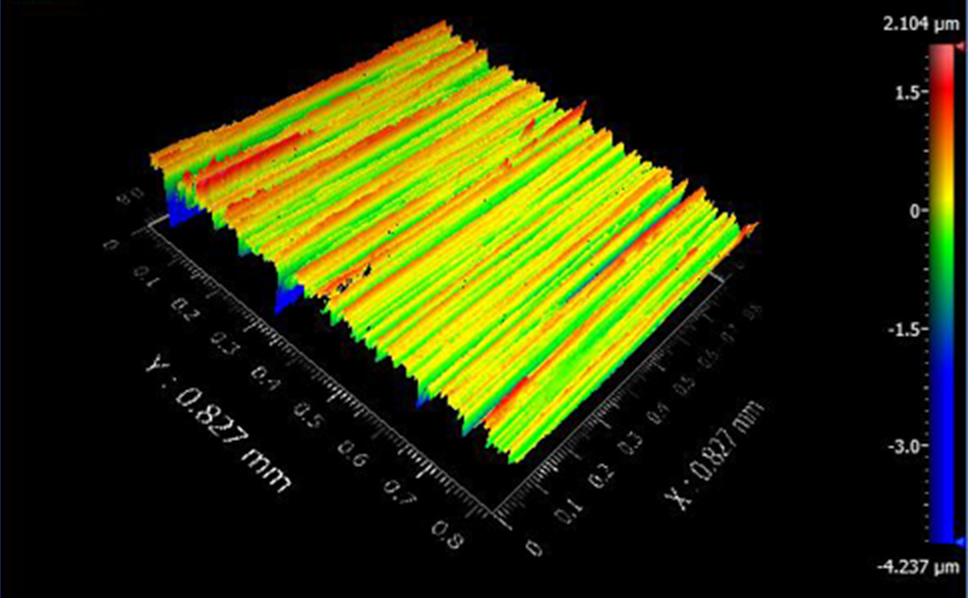
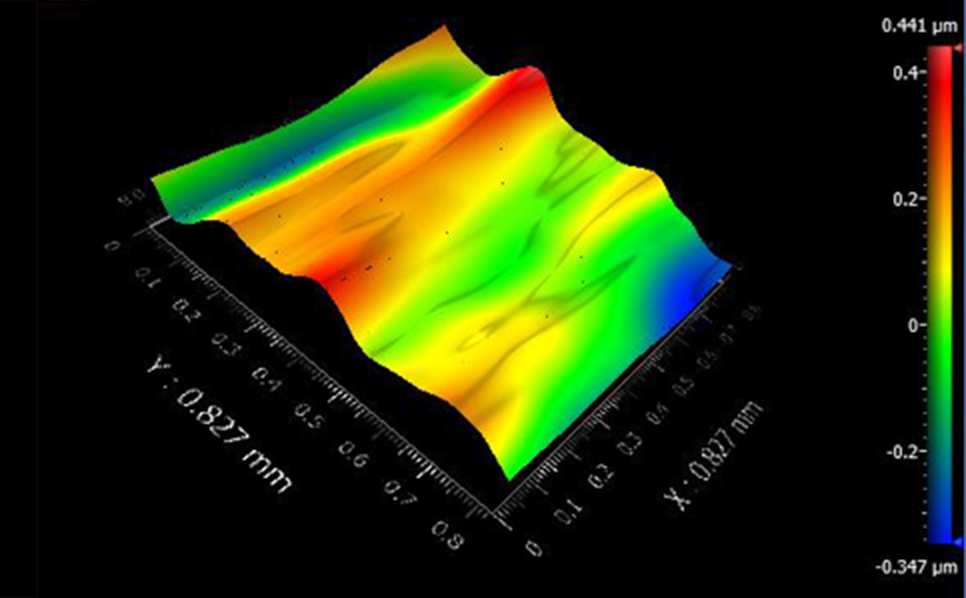
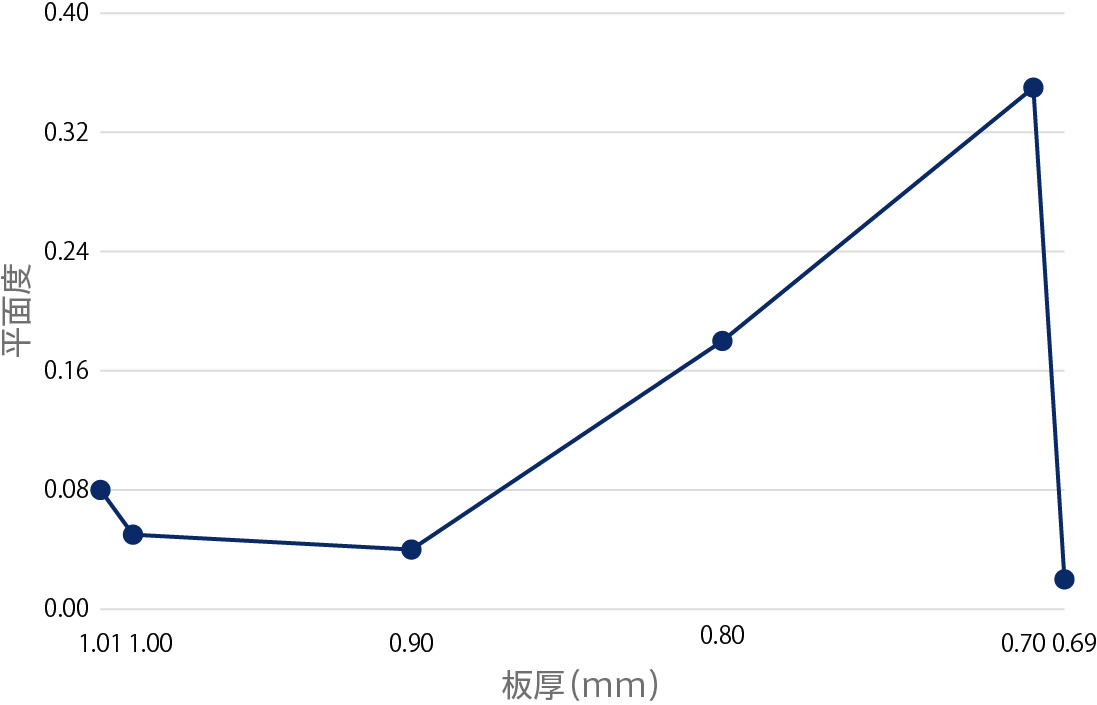
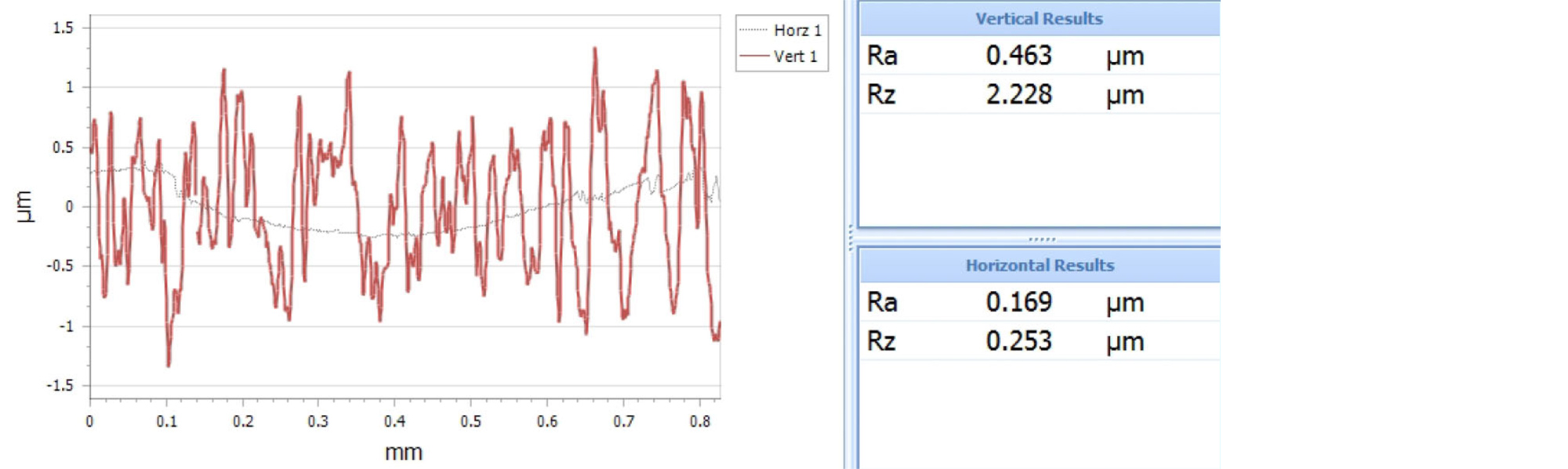
005:タフピッチ銅
| 板厚(mm) | 1.01 | 1.00 | 0.90 | 0.80 | 0.700 | 0.697 |
|---|---|---|---|---|---|---|
| 反り(mm) | 0.08 | 0.05 | 0.04 | 0.18 | 0.35 | 0.02 |
| 平行度 | – | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 |
| Ra | – | 0.3 | 0.4 | 0.4 | 0.4 | 0.4 |
- 素材サイズ:
- 1.0mm×150mm×50mm
- 研削前:
- 平行度0.015、平面度0.08
- 仕上がり⼨法:
- 0.697mm 反り0.02
- 仕上り表⾯粗さ(簡易測定):
- Ra:0.8
- 磁性:
- なし
所感
反りを制御することが可能。0.7mmまでは問題ない。これより下の寸法は、今後検証する予定。
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
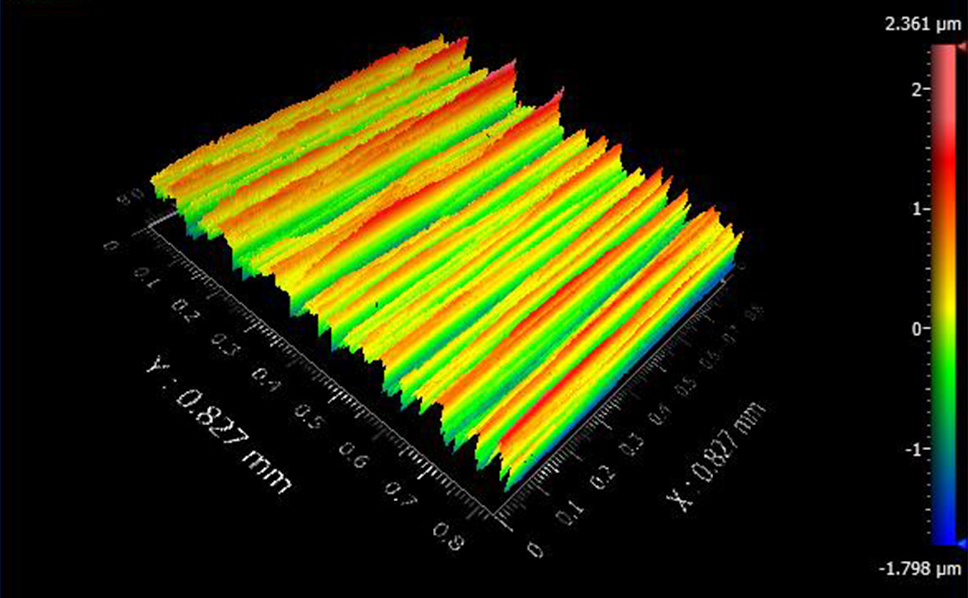
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
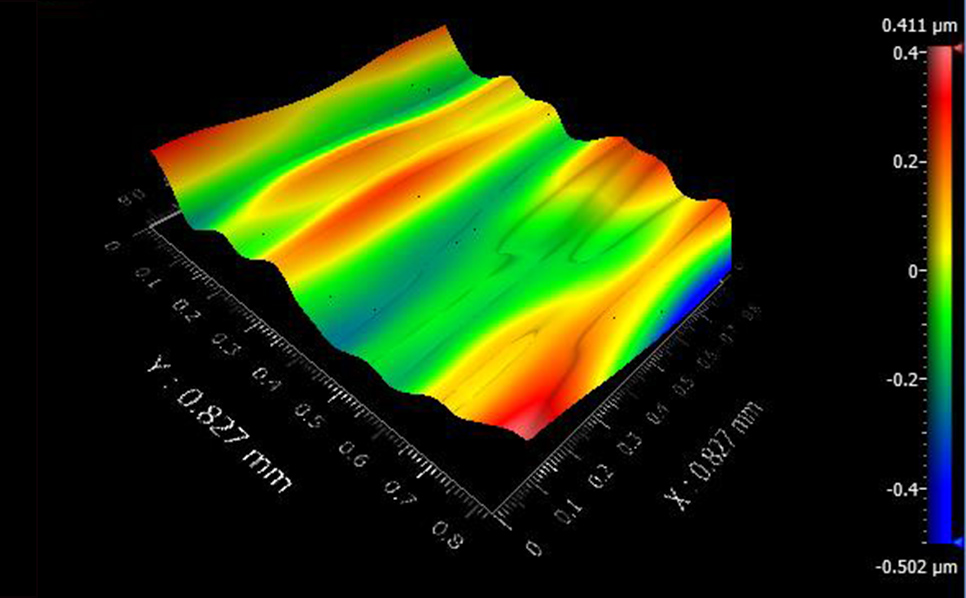
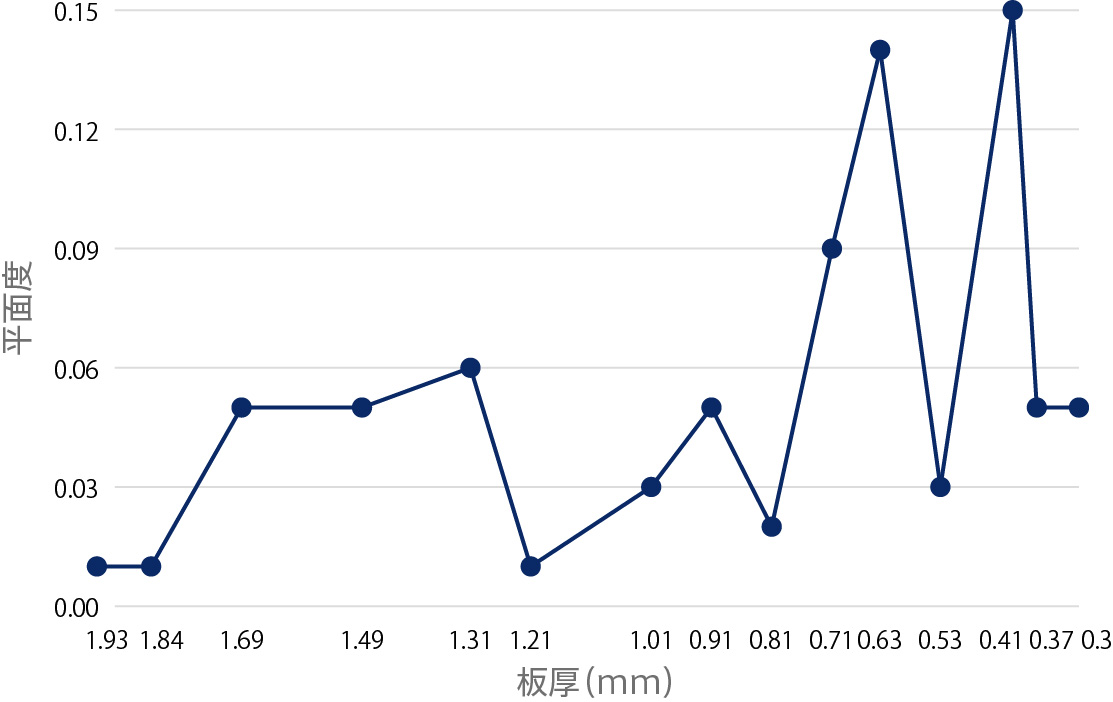
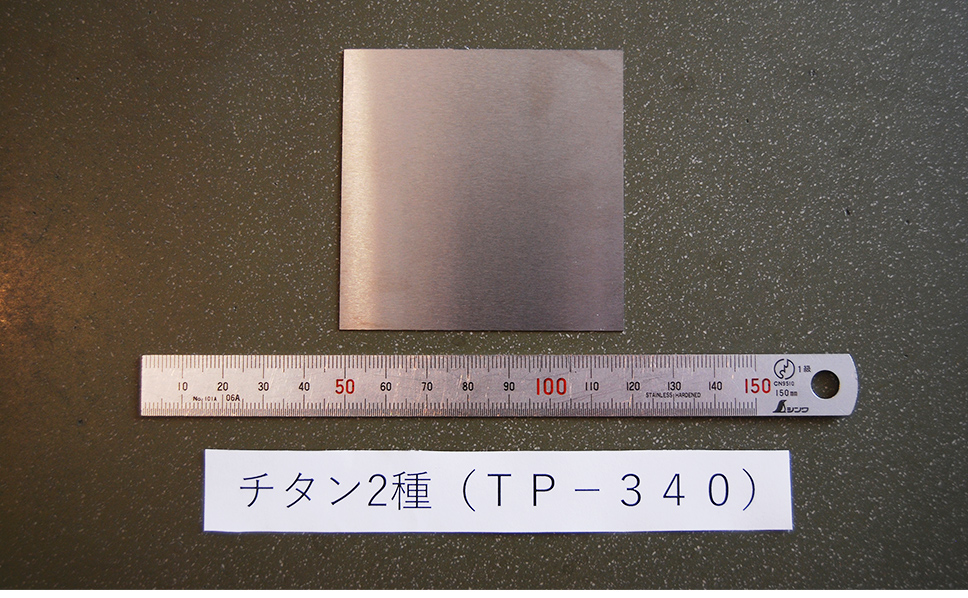
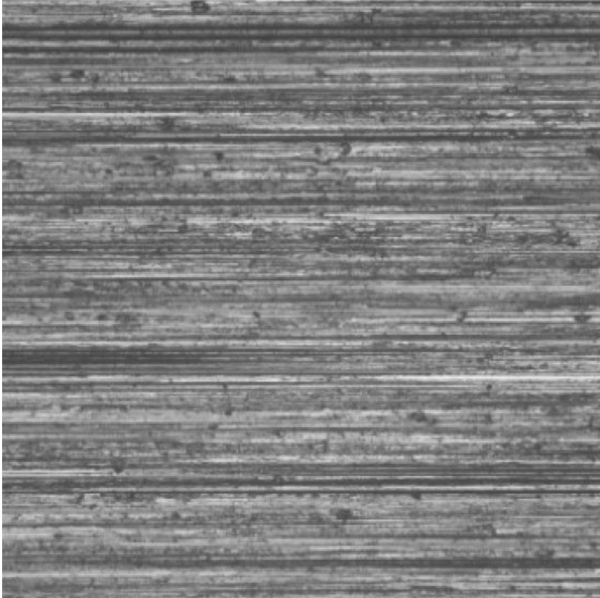
006:純チタン(TP-340)
| 板厚(mm) | 1.93 | 1.84 | 1.69 | 1.49 | 1.31 | 1.21 | 1.01 | 0.91 | 0.81 | 0.71 | 0.63 | 0.53 | 0.410 | 0.370 | 0.30 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 反り(mm) | 0.01 | 0.01 | 0.05 | 0.05 | 0.06 | 0.01 | 0.03 | 0.05 | 0.02 | 0.09 | 0.14 | 0.03 | 0.15 | 0.05 | 0.05 |
| 平行度 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 |
| Ra | 0.4 | 0.3 | 0.4 | 0.4 | 0.4 | 0.5 | 0.5 | 0.4 | 0.4 | 0.5 | 0.3 | 0.4 | 0.4 | 0.4 | 0.4 |
- 素材サイズ:
- 2.0mm×70mm×70mm
- 研削前:
- 平行度0.02、平面度0.08
- 仕上がり⼨法:
- 0.300mm 反り0.05
- 仕上り表⾯粗さ(簡易測定):
- Ra:0.4
- 磁性:
- なし
所感
平行度は制御可能。反りの制御は、板厚0.3㎜まである程度可能。切込み量が少なく加工時間を要する。
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
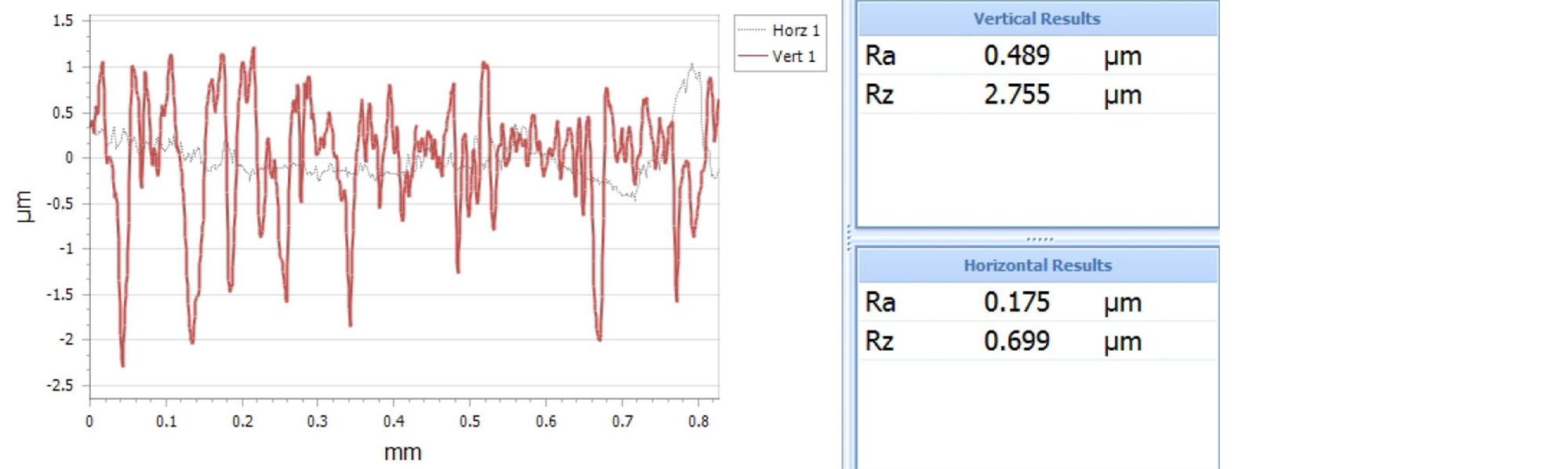
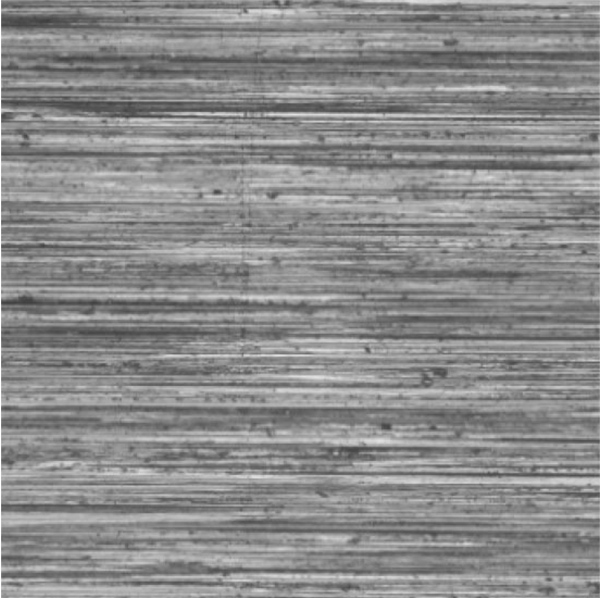
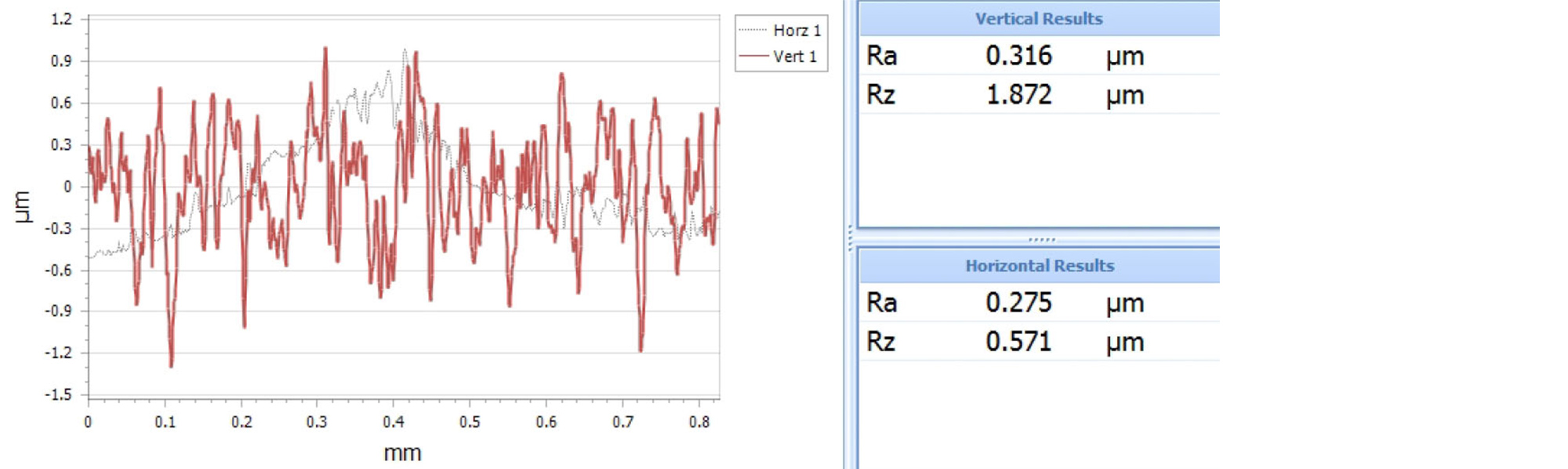
007:64チタン
| 板厚(mm) | 1.03 | 1.00 | 0.90 | 0.75 | 0.60 | 0.50 | 0.35 | 0.25 | 0.16 |
|---|---|---|---|---|---|---|---|---|---|
| 反り(mm) | 0.05 | 0.13 | 0.15 | 0.15 | 0.15 | 0.16 | 0.05 | 0.03 | 0.05 |
| 平行度 | – | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 |
| Ra | – | 0.5 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 |
- 素材サイズ:
- 1.0mm×70mm×30mm
- 研削前:
- 平行度0.027、平面度0.05
- 仕上がり⼨法:
- 0.163mm 反り0.05
- 仕上り表⾯粗さ(簡易測定):
- Ra:0.4
- 磁性:
- なし
所感
平面度の制御は0.5㎜以下の厚みの方が、直しやすい。このサイズ(70×30)の加工は板厚0.2㎜まで安定している。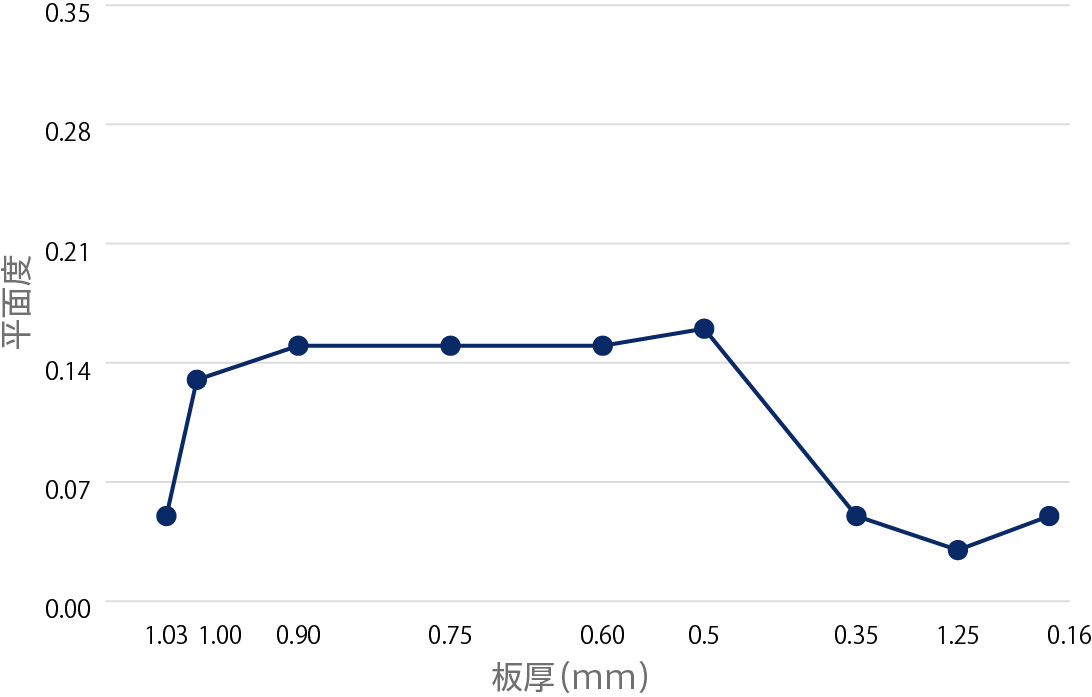
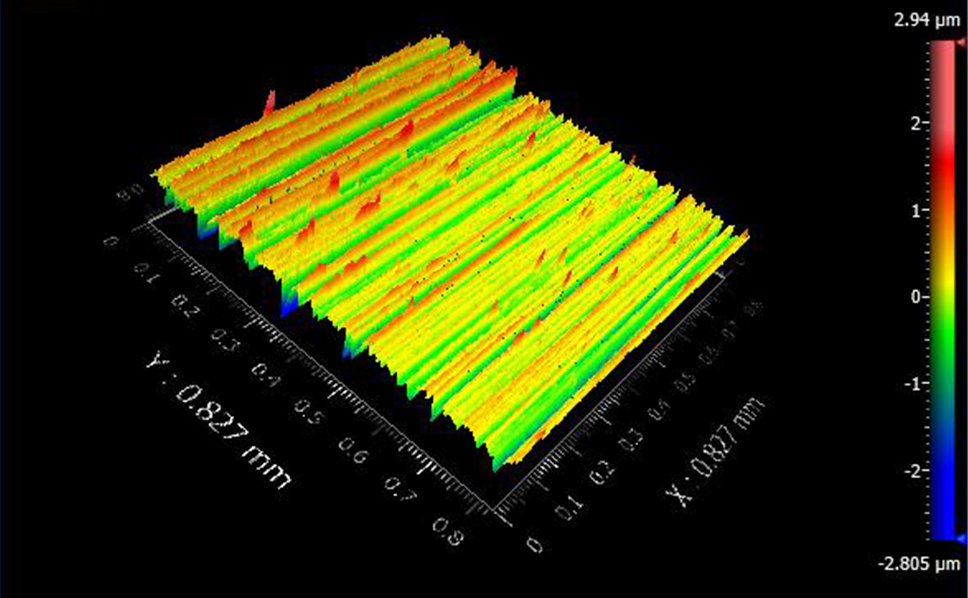
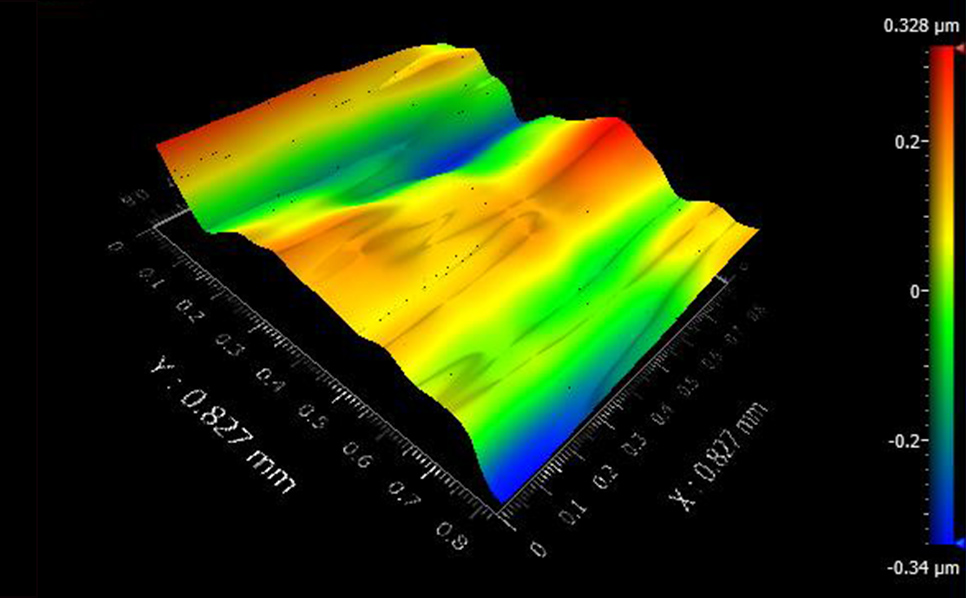
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]

[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
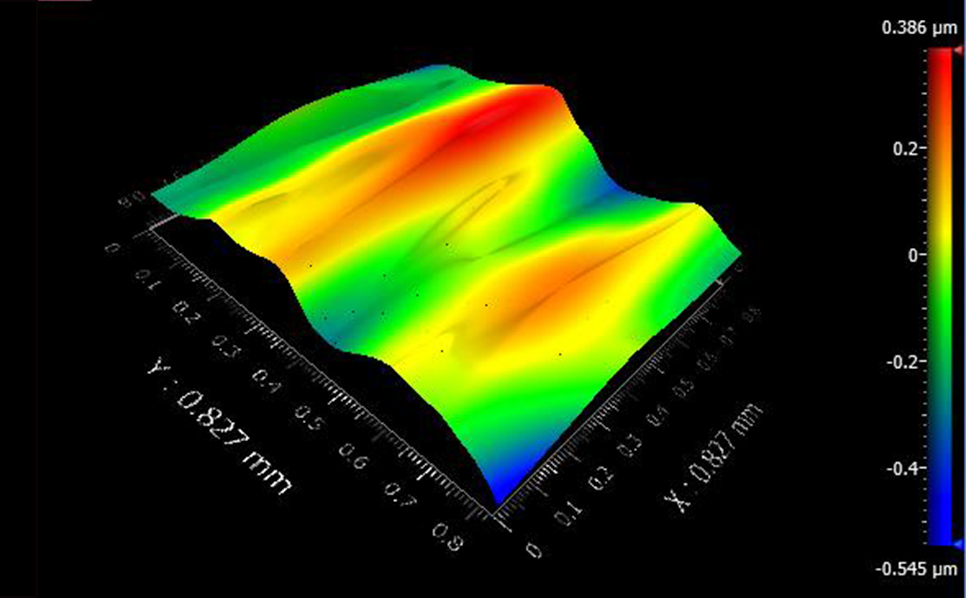
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
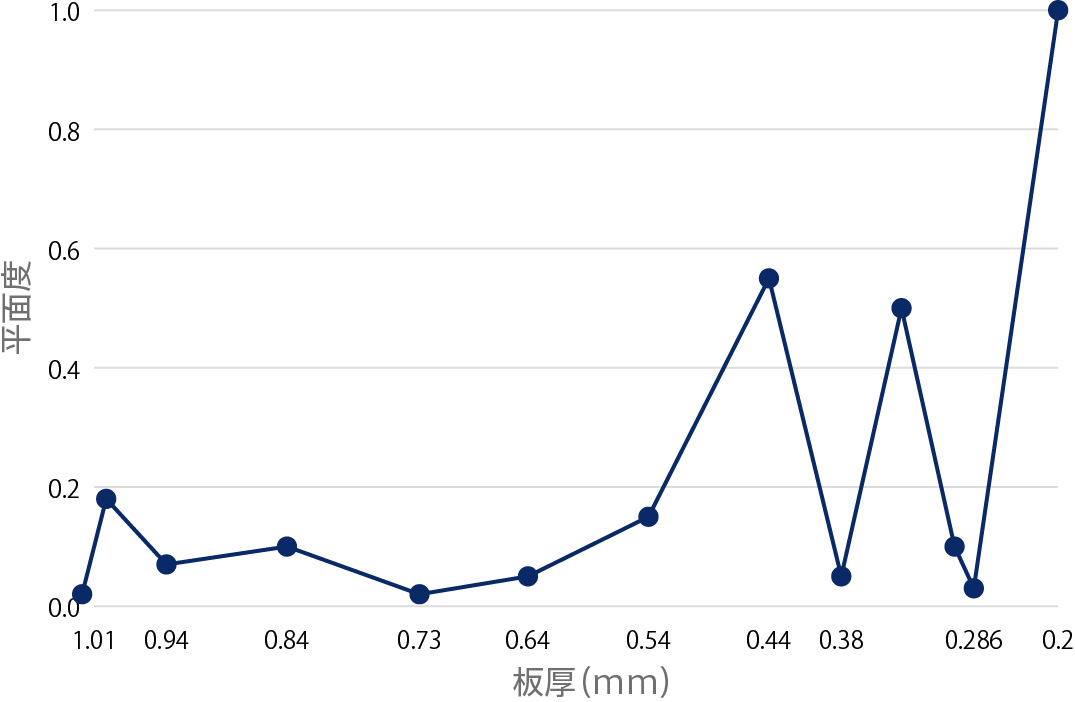
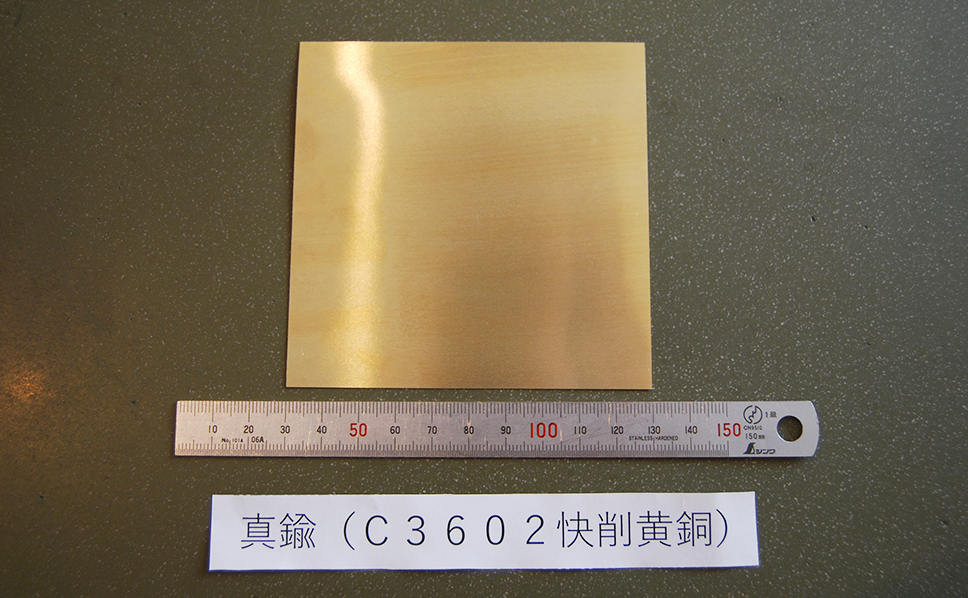
008:真鍮
| 板厚(mm) | 1.01 | 0.99 | 0.94 | 0.84 | 0.73 | 0.64 | 0.54 | 0.44 | 0.38 | 0.33 | 0.286 | 0.270 | 0.20 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 反り(mm) | 0.02 | 0.18 | 0.07 | 0.10 | 0.02 | 0.05 | 0.15 | 0.55 | 0.05 | 0.50 | 0.10 | 0.03 | 1.00 |
| 平行度 | – | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | – |
| Ra | – | 0.3 | 0.3 | 0.3 | 0.4 | 0.3 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 |
- 素材サイズ:
- 1.0mm×100mm×100mm
- 研削前:
- 平行度0.007、平面度0.02
- 仕上がり⼨法:
- 0.270mm 反り0.03
- 仕上り表⾯粗さ(簡易測定):
- Ra:0.4
- 磁性:
- なし
所感
削った感触は、銅に比べて反りの制御が数段難しい。しかし0.3mmまでは加工可能。ただしそれ以下になると急激に材料のコシがなくなるため、今の条件での加工は難しい。
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
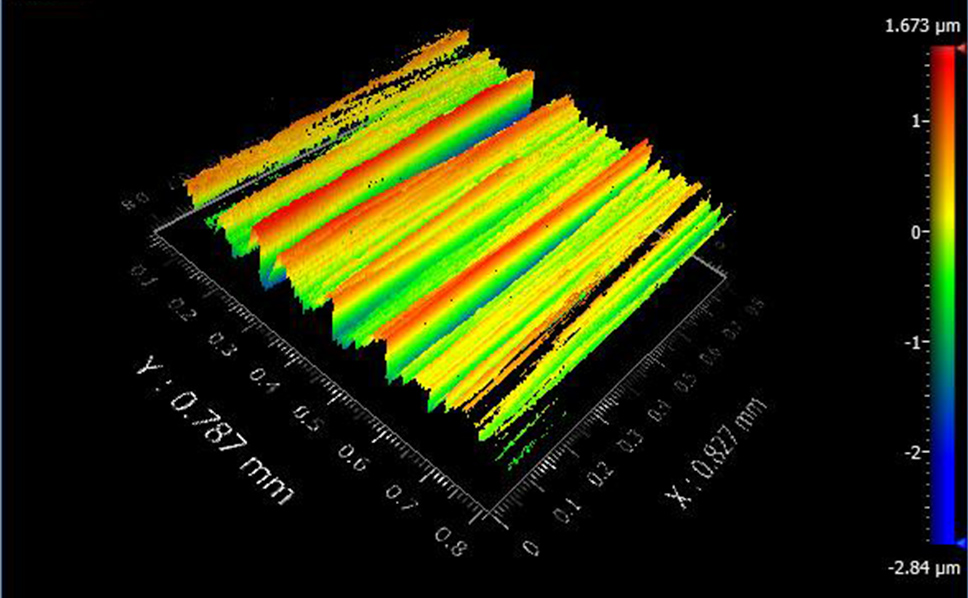
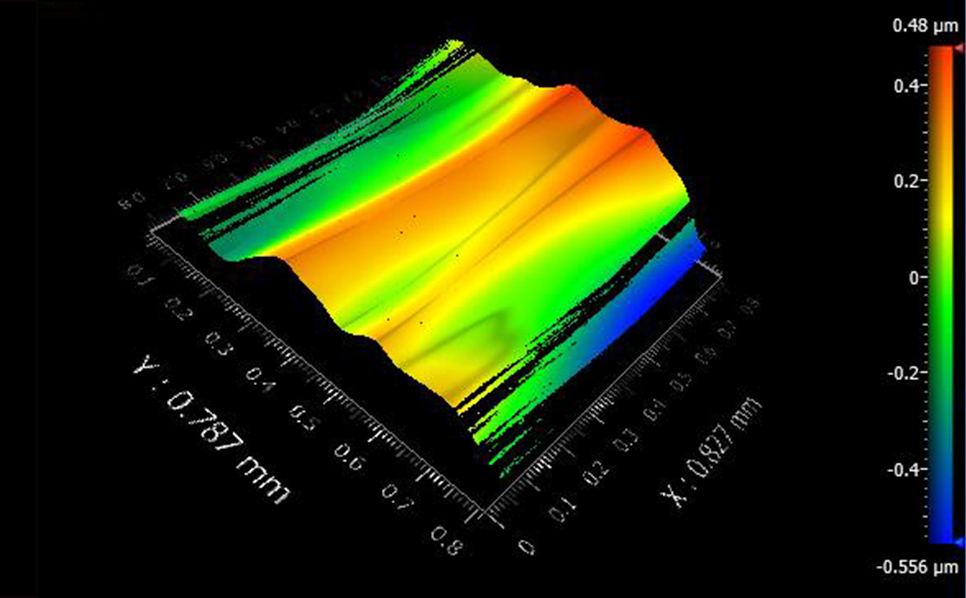
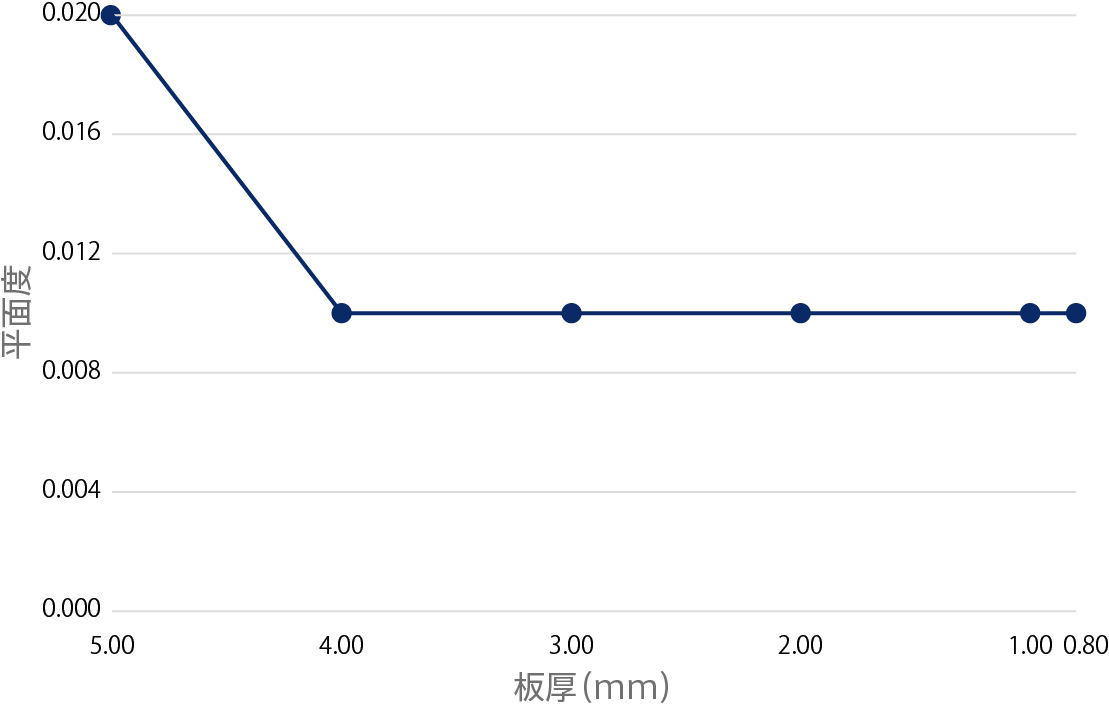
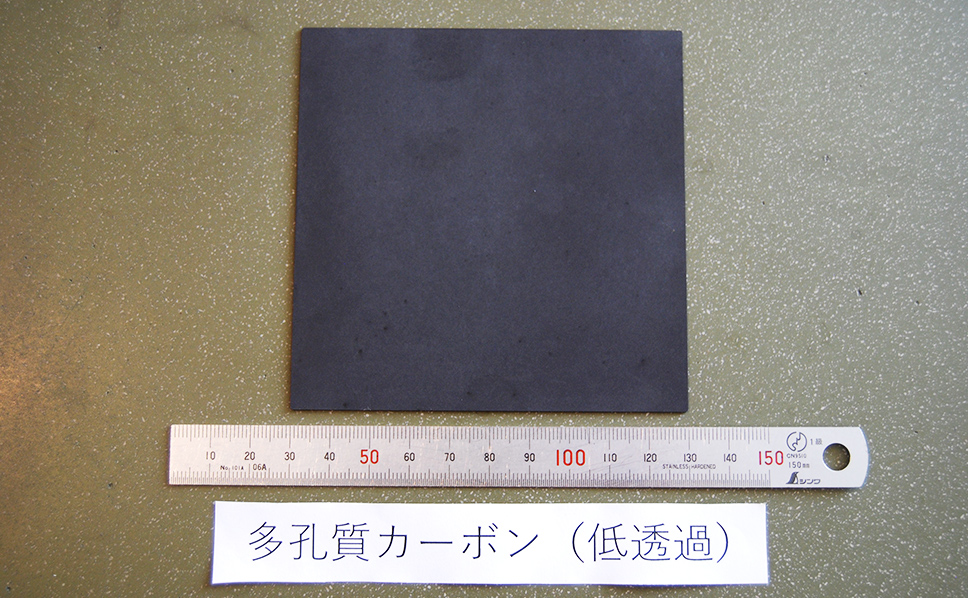
009:低透過ポーラスカーボン(90M4015)
| 板厚(mm) | 5.00 | 4.00 | 3.00 | 2.00 | 1.00 | 0.80 |
|---|---|---|---|---|---|---|
| 反り(mm) | 0.02 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 |
| 平行度 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 |
| Ra | – | – | – | – | – | – |
- 素材サイズ:
- 5.0mm×100mm×100mm
- 研削前:
- 平行度0.01、平面度0.02
- 仕上がり⼨法:
- 0.798mm 反り0.01
- 仕上り表⾯粗さ(簡易測定):
- ポーラスのため、無し
- 磁性:
- なし
- 平行度:
- 1μ
所感
反りはほとんど発生することもなく、安定して加工が出来る。マイクロスコープで確認したところ、ポーラス形状も維持できている。削っている感触がセラミックスと似ている。反りも全く変化なし。

(倍率177倍)

(倍率177倍)
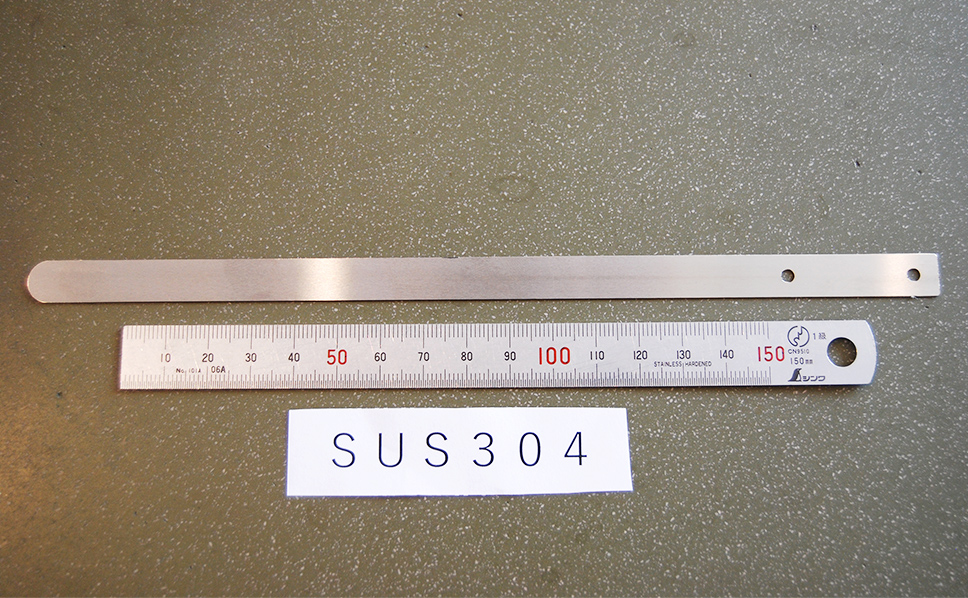
010:SUS304(2B)
| 板厚(mm) | 1.14 | 1.13 | 1.12 | 1.09 | 1.04 | 0.99 | 0.94 | 0.88 | 0.84 | 0.79 | 0.70 | 0.60 | 0.50 | 0.45 | 0.408 | 0.400 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 反り(mm) | 0.05 | 0.02 | 0.08 | 0.01 | 0.01 | 0.01 | 0.01 | 0.03 | 0.03 | 0.03 | 0.01 | 0.03 | 0.03 | 0.03 | 0.40 | 0.03 |
| 平行度 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | |
| Ra | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 |
- 素材サイズ:
- 1.1mm×215mm×10mm
- 研削前:
- 平行度0.01、平面度0.05
- 仕上がり⼨法:
- 0.400mm 反り0.03
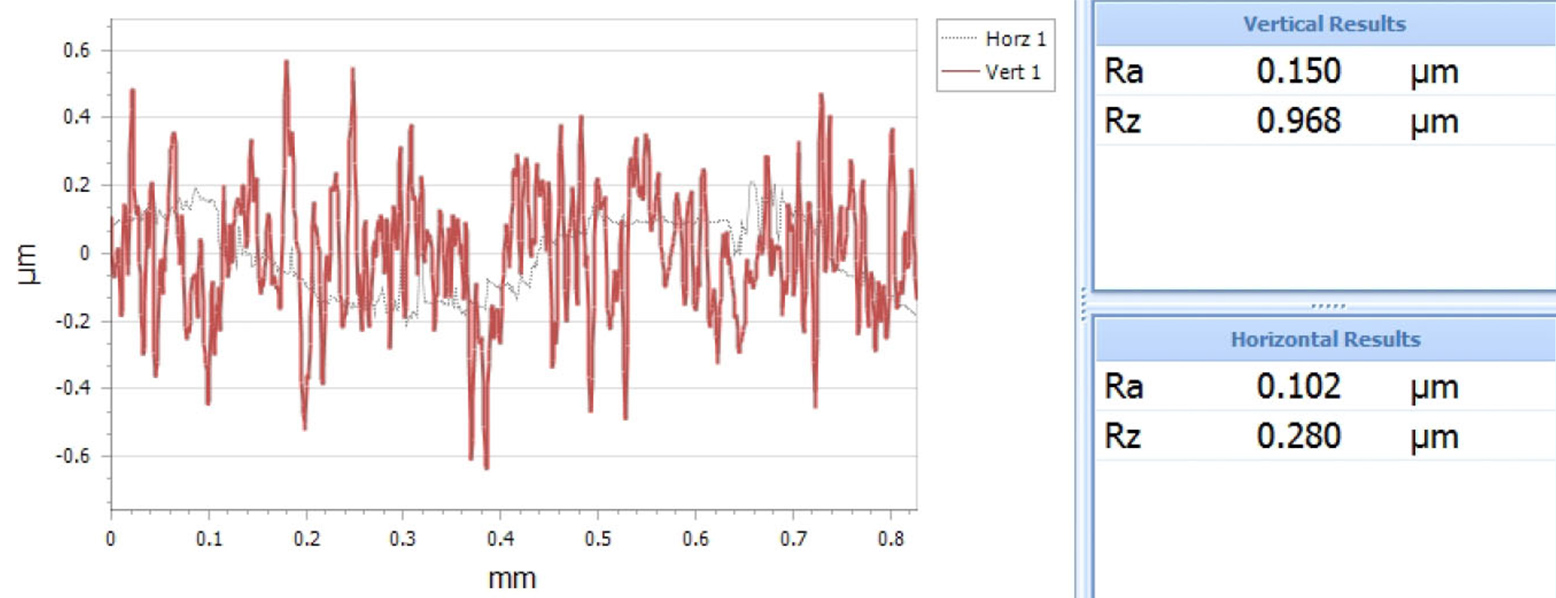
- 仕上り表⾯粗さ(簡易測定):
- Ra:0.3
- 磁性:
- なし
所感
板厚0.45まで安定していた。研削抵抗も少ない。板厚0.45㎜以下になると急激に反り出す。0.4㎜厚は直せたが、それ以下は今後の課題になる。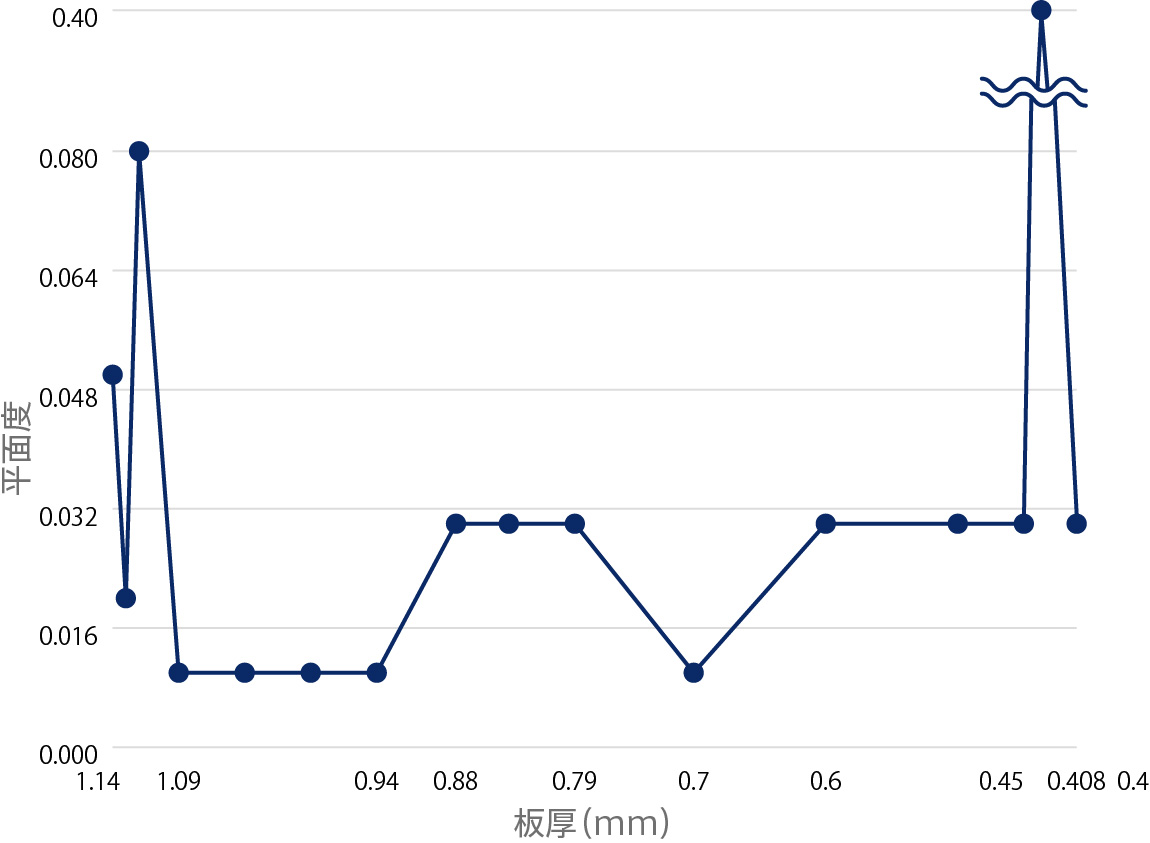
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
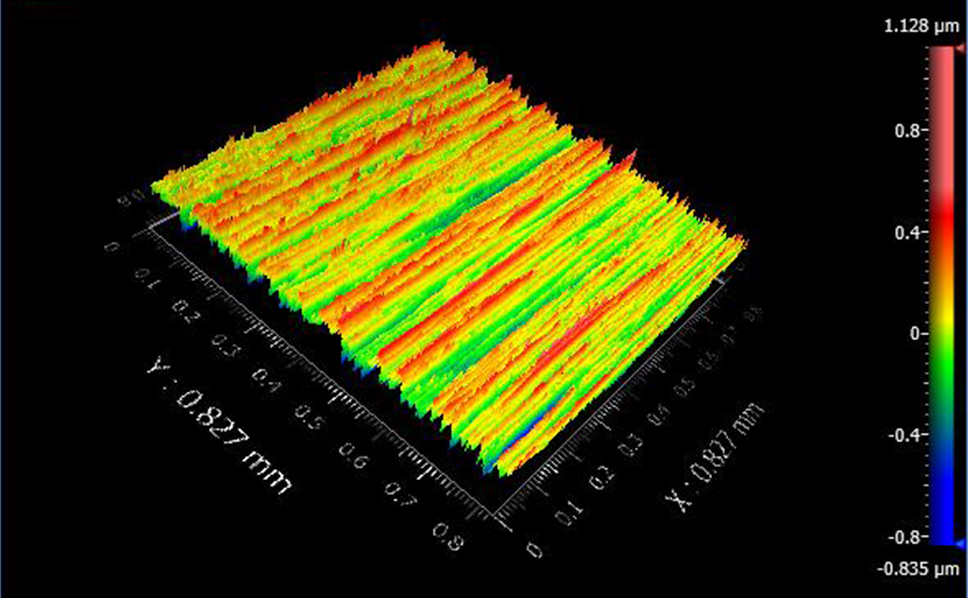
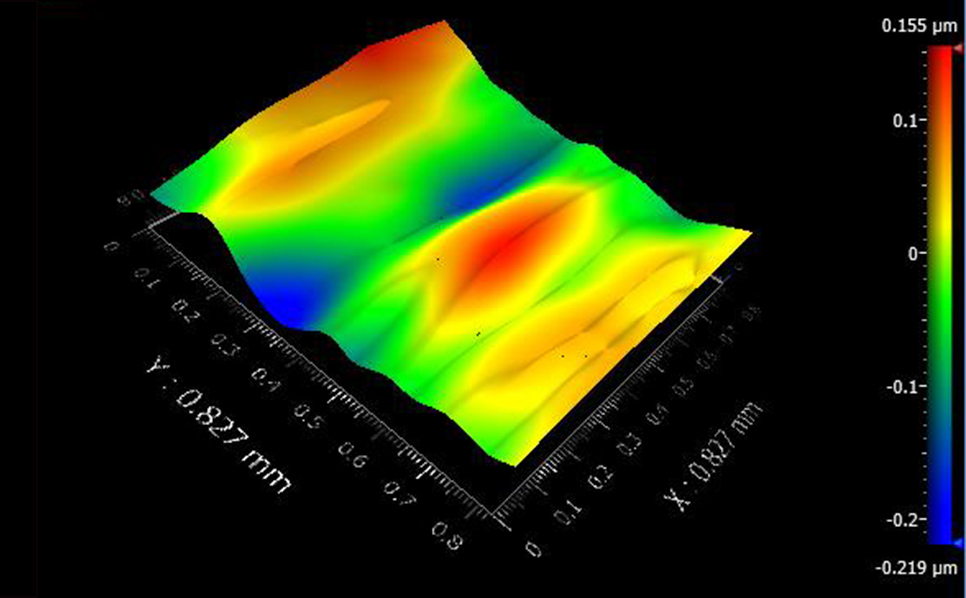
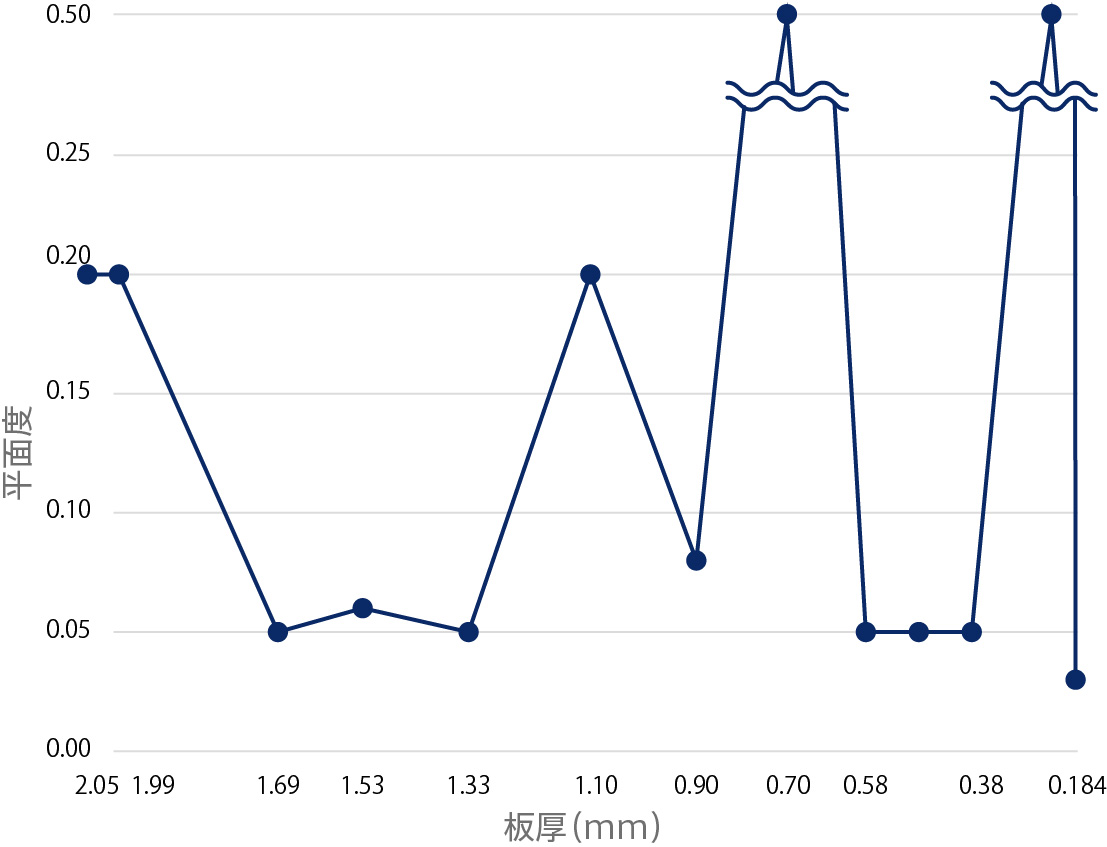
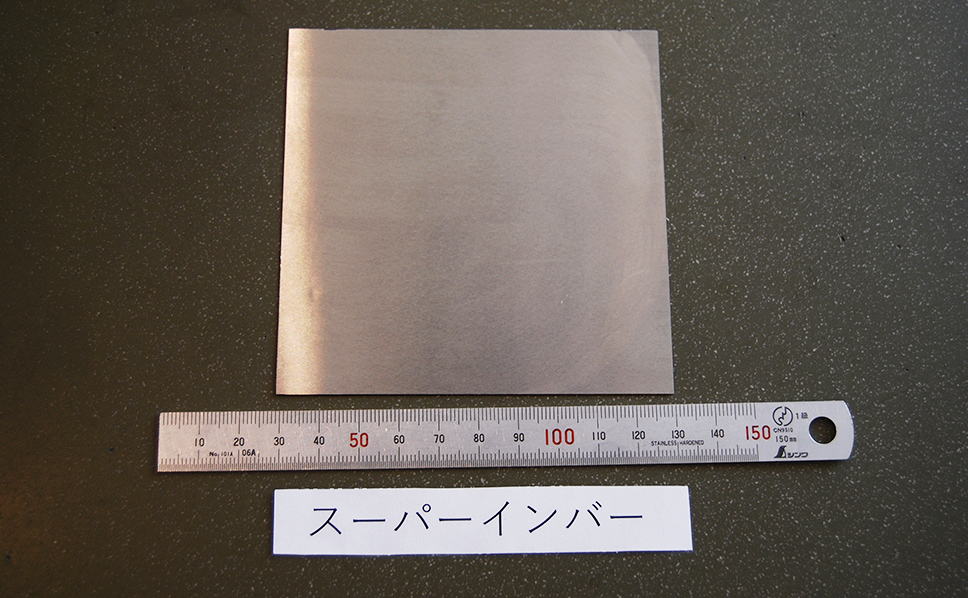
011:スーパーインバー
| 板厚(mm) | 2.05 | 1.99 | 1.69 | 1.53 | 1.33 | 1.10 | 0.90 | 0.70 | 0.58 | 0.48 | 0.38 | 0.186 | 0.184 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 反り(mm) | 0.20 | 0.20 | 0.05 | 0.06 | 0.05 | 0.20 | 0.08 | 0.50 | 0.05 | 0.05 | 0.05 | 0.50 | 0.03 |
| 平行度 | – | 0.005 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 |
| Ra | – | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 |
- 素材・成分:
- 鉄ニッケル合⾦(Fe:63.5%、Ni:31.5%、Co:5%)
- 素材サイズ:
- 2.0mm×100mm×100mm
- 仕上がり⼨法:
- 0.187mm 反りなし
- 仕上り表⾯粗さ(簡易測定):
- Ra:0.7
- 磁性:
- 有り(通常のマグネットチャックでしっかり固定出来る)
所感
途中反りが発生することはあるが、反り直せそう。加工性良好。
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
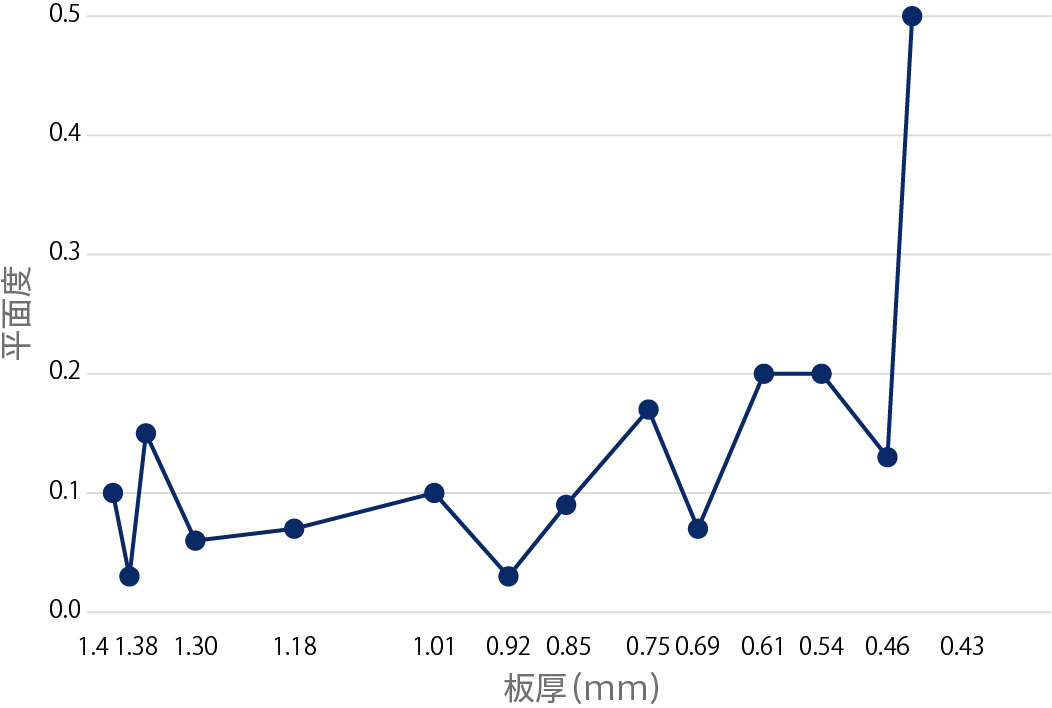
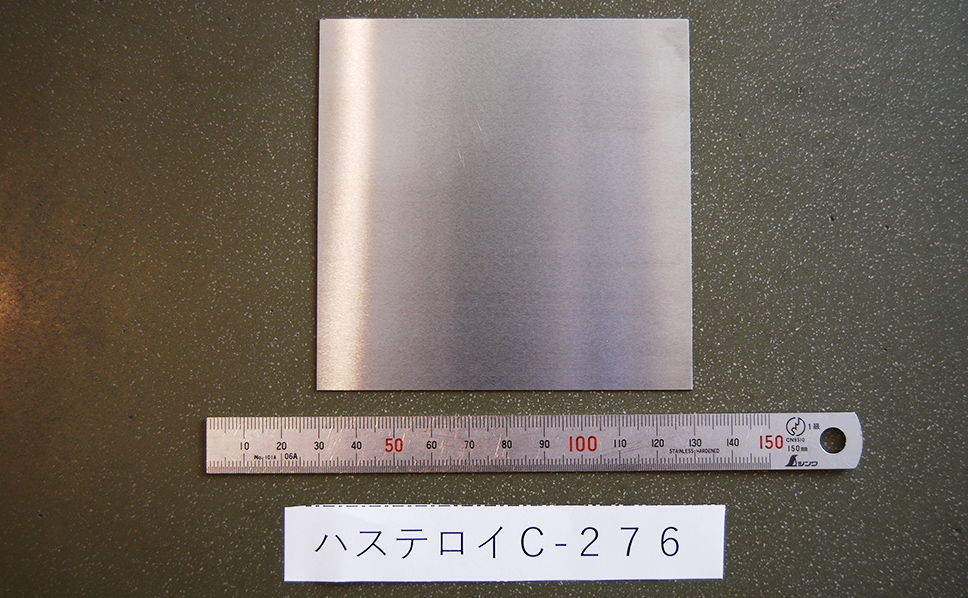
014:ハステロイC276
| 板厚(mm) | 1.40 | 1.38 | 1.36 | 1.30 | 1.18 | 1.01 | 0.92 | 0.85 | 0.75 | 0.69 | 0.61 | 0.54 | 0.46 | 0.43 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 反り(mm) | 0.10 | 0.03 | 0.15 | 0.06 | 0.07 | 0.10 | 0.03 | 0.09 | 0.17 | 0.07 | 0.20 | 0.20 | 0.13 | 0.50 |
| 平行度 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.005 | 0.005 |
| Ra | – | 0.4 | 0.4 | 0.5 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 | 0.3 |
- 素材・成分:
- ニッケル合金(Ni:31.5%、Mo:17%、Cr:16%、Fe:7%、W:3%)
- 素材サイズ:
- 1.4mm×100mm×100mm
- 仕上がり⼨法:
- 0.43mm 反り特大 中止(0.461の時点では反り0.13)
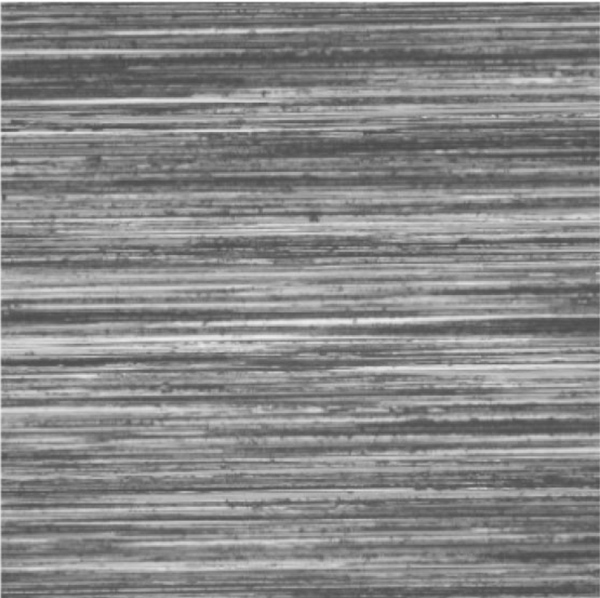
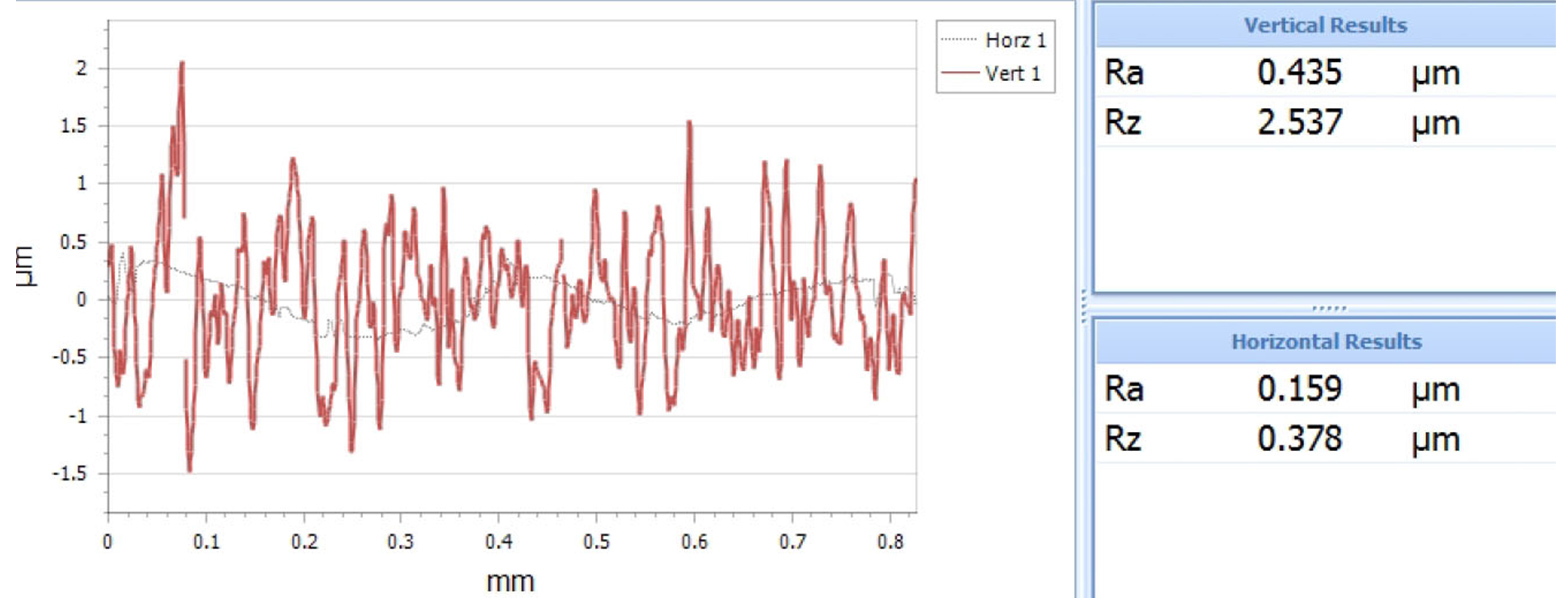
- 仕上り表⾯粗さ(簡易測定):
- Ra:0.8~0.9
- 磁性:
- ほぼなし
所感
インコネルは0.5㎜~0.6㎜を境に反りが発生する。特に0.5㎜以下になると平面度で0.5㎜を超えるような大きな反りが発生するケースが多い。(0.5㎜~0.6㎜の間に壁を感じる)数μの研削量で反りが変化するため反りとの戦い。ワークが100㎜角と大きくなると反りが出るタイミングが早くなる。
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
[三次元光学プロファイラー:ザイゴ社(NewView8300)にて測定]
世界から切望される極薄難削材
極薄難削材の平面研削Labを新設
株式会社 竹内型材研究所のショールーム兼ラボが神奈川県伊勢原市内に2021年10月オープンいたしました。お客様の声をダイレクトに反映した新製品創出、分析及び新技術の開発などを主とした完全予約制のショールーム兼ラボを開設します。機能性の薄板製品をはじめ、難加工材料など、研削加工に特化した完全予約制の商談施設です。
具体的案件をお持ちの方は是非、当新設Labにて御打合せさせていただければ幸いです。
ご予約につきましては、以下のボタンより「R&D Lab(MASTショールーム)ページ」に移動していただき、ページ下部にあります「来場予約フォーム」にてご予約ください。
具体的案件をお持ちの方は是非、当新設Labにて御打合せさせていただければ幸いです。
ご予約につきましては、以下のボタンより「R&D Lab(MASTショールーム)ページ」に移動していただき、ページ下部にあります「来場予約フォーム」にてご予約ください。